КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Дефектация коленчатого вала двигателя
|
|
|
|
Лабораторная работа № 2
Цель работы
1. Изучить технические условия на дефектацию коленчатых валов,
используя руководство по капитальному ремонту двигателей.
2. Ознакомиться с устройством измерительных приборов, оснастки и методами измерения.
3. Приобрести навыки по дефектовке коленчатых валов.
4. Исследовать характер износа шеек коленчатого вала и его деформации.
Задание:
1. Подготовить исходные данные для дефектовки деталей.
2. Определить техническое состояние деталей.
3. Произвести сортировку деталей по результатам контроля.
4. Назначить способ ремонта детали.
5. Оформить отчет о результатах работы.
Техническое оборудование: лабораторный стол; прибор для установки
деталей в центрах и измерения биения модели ПБМ-500; штатив Ш-П-Н (ГОСТ 10197-70); лупа четырехкратного увеличения; индикаторные нутромеры НИ 18-50 (ГОСТ 868-82); штангенциркуль ШЦ-1-160-0,1 (ГОСТ 166-89); рычажные микрометры МК 50, МК 75, МК 100 (ГОСТ 4381-87); штангрейсмус ПР 250-0,05 (ГОСТ 164-90); индикатор часового типа НЧ (ГОСТ 577-68) на штативе; шаблоны для измерения длины коленчатого вала; коленчатые валы двигателей; призмы 100×100×65 мм.
Общие сведения
Коленчатые валы автомобильных двигателей изготавливают из углеродистых и легированных сталей или из высокопрочного магниевого чугуна. Коренные и шатунные шейки подвергаются закалке ТВЧ на глубину
1,5-3 мм, твердость шеек HRС 50-62 (табл. 6).
|
В процессе работы на коленчатый вал воздействуют силы трения, вибрации, знакопеременные нагрузки, среда и др. Это вызывает (см. рис. 16) износ шатунных и коренных шеек (Dизн до 0,1 мм), они изнашиваются неравномерно: по длине принимают форму конуса, по диаметру - овала
(Dнецил до 0,08 мм); нарушение качества поверхности шеек (задиры, риски,
коррозия); механические повреждения (трещины, дефекты резьб); прогиб
коленчатого вала (Dбиения до 0,150 мм); износ отверстий во фланце под подшипник ведущего вала коробки передач. Прогиб коленчатого вала приводит к нарушению перпендикулярности оси вала к оси цилиндра, вследствие чего условия смазки сопряженных поверхностей ухудшаются, масляная пленка на трущихся поверхностях разрушается, появляется граничное или сухое трение.
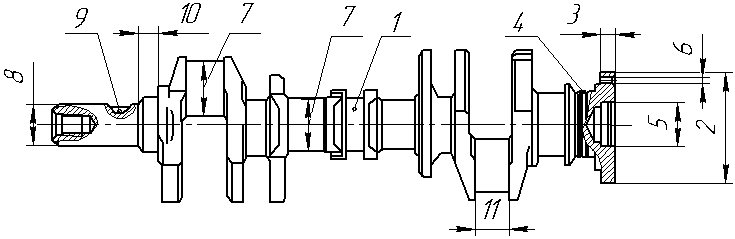
Рис. 16. Основные дефекты коленчатого вала на примере двигателя ЗИЛ-130:
1 - изгиб вала; 2 - износ наружной поверхности фланца; 3 - биение торцевой поверхности фланца; 4 - износ маслосгонных канавок: 5 - износ отверстия под подшипник; 6 - износ отверстий под болты крепления маховика; 7 - износ коренных и шатунных шеек; 8 - износ шейки под шестерню и ступицу шкива;9 - износ шпоночной канавки по ширине;
10 - увеличение длины передней коренной шейки; 11 - увеличение длины шатунных шеек
Возникающие дефекты устраняют обработкой шеек под ремонтный размер (РР) шлифованием с последующим полированием, различными видами наплавок или плазменным напылением. Ремонтные размеры шеек коленчатых валов даны в табл. 7. Прогиб вала устраняют пластическим деформированием (правкой).
Таблица 7
| Размер | Коренные шейки, мм | Шатунные шейки, мм |
| ВАЗ-2108 | ||
| Номинальный | 50,795-0,02 | 47,834-0,02 |
| 1-й ремонтный | 50,541-0,02 | 47,580-.0,02 |
| 2-й ремонтный | 50,287-0,02 | 47,326-0,02 |
| 3-й ремонтный | 50,033-0,02 | 47,072-0,02 |
| 4-й ремонтный | 49,779-0,02 | 46,818-0,02 |
Продолжение табл. 7
| УМЗ-421 | ||
| Номинальный | 64,00-0,013 | 58,00-0,013 |
| 1-й ремонтный | 63,75-0,013 | 57,75-0,013 |
| 2-й ремонтный | 63,50-0,013 | 57,50-0,013 |
| 3-й ремонтный | 63,25-0,013 | 57,25-0,013 |
| 4-й ремонтный | 63,00-0,013 | 57,00-0,013 |
| 5-й ремонтный | 62,75-0,013 | 56,75-0,013 |
| 6-й ремонтный | 62,50-0,013 | 56,50-0,013 |
| КамАЗ-740 | ||
| Номинальный | 95,00-0,015 | 80,00-0,013 |
| 1-й ремонтный | 94,50-0,015 | 79,50-0,013 |
| 2-й ремонтный | 94,00-0,015 | 79,00-0,013 |
| 3-й ремонтный | 93,50-0,015 | 78,50-0,013 |
| 4-й ремонтный | 93,00-0,015 | 78,00-0,013 |
| ЯМЗ-236 | ||
| Номинальный | 105,00-0,015 | 85,00-0,015 |
| 1-й ремонтный | 104,75-0,015 | 84,75-0,015 |
| 2-й ремонтный | 104,50-0,015 | 84,50-0,015 |
| 3-й ремонтный | 104,25-0,015 | 84,25-0,015 |
| 4-й ремонтный | 104,00-0,015 | 84,00-0,015 |
| 5-й ремонтный | 103,75-0,015 | 83,75-0,015 |
| 6-й ремонтный | 103,50-0,015 | 83,50-0,015 |
| ЗИЛ-130 | ||
| Номинальный | 74,50-0,013 | 65,50-0,013 |
| 1-й ремонтный | 74,25-0,013 | 65,25-0,013 |
| 2-й ремонтный | 74,00-0,013 | 65,00-0,013 |
| 3-й ремонтный | 73,75-0,013 | 64,75-0,013 |
| 4-й ремонтный | 73,50-0,013 | 64,50-0,013 |
| 5-й ремонтный | 73,25-0,013 | 64,25-0,013 |
| 6-й ремонтный | 73,00-0,013 | 64,00-0,013 |
Отремонтированные коленчатые валы должны отвечать техническим условиям:
- овальность и конусность коренных и шатунных шеек не должна превышать по длине шейки 0,02 мм (ЗИЛ-130) и 0,01 мм (КамАЗ-740, ВАЗ);
-биение вала по средней шейке должно быть не более 0,05 мм
(ЗИЛ-130) и 0,03 мм (КамАЗ-740, ВАЗ);
- шероховатость поверхностей шеек должна Ra = 32 мкм (ЗИЛ-130) или
Rа = 0,16 мкм (КамАЗ-740);
- одноименные шейки должны быть прошлифованы под один ремонтный размер;
-радиус кривошипа должен быть в пределах 47,5±0,08 мм
-(ЗИЛ-130) и 60,0±0,05 мм (КамАЗ-740).
|
|
|
|
|
Дата добавления: 2014-12-25; Просмотров: 16677; Нарушение авторских прав?; Мы поможем в написании вашей работы!