КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Теоретическое введение. ЦЕЛЬ РАБОТЫ:изучение процессов лазерной прошивки отверстий в материалах, проведение экспериментальных исследований прошивки отверстий в нержавеющей стали
|
|
|
|
ПРОШИВКА ОТВЕРСТИЙ В МАТЕРИАЛАХ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ.
ЦЕЛЬ РАБОТЫ: изучение процессов лазерной прошивки отверстий в материалах, проведение экспериментальных исследований прошивки отверстий в нержавеющей стали.
ПРИБОРЫ И ПРИНАДЛЕЖНОСТИ: лазерная технологическая установка, инструментальный микроскоп, измеритель энергии ИКТ-1Н, осциллограф, образцы.
Основными процессами, приводящими к образованию отверстий в материалах с использованием лазерного излучения, являются испарения и плавления вещества. По глубине отверстие растет за счет испарения, а по диаметру - за счет плавления стенок и вытеснения жидкости избыточным давлением паров.
При взаимодействии лазерного излучения с поверхностью материала часть излучения поглощается и рассеивается продуктами разрушения. Наиболее существенное влияние на поглощение излучения в факеле оказывает паровая фаза продуктов разрушения, представляющая собой низкотемпературную слабоионизированную плазму, прозрачность которой определяется ее температурой и концентрацией. Экспериментально доказано, что поглощение излучения в плазме начинает иметь наиболее существенное значение при плотностях потоков излучения g ³ 10 8 ¸10 9 Вт/см3. Эта величина ограничивает сверху диапазон рабочих плотностей потоков излучения, используемых для получения отверстий в материалах.
Нижняя граница определяется плотностью потока, при которой процесс образования лунки начинается в момент окончания импульса, т.е. примерно соответствует порогу начала разрушения материалов (металлов) g= 10 5¸10 6Вт/см3.
Выбор технологических режимов при прошивке отверстий лазерным лучом основывается на учете свойств обрабатываемого материала: коэффициент поглощения и отражательная способность при данной длине волны лазерного излучения, определяющие процесс поглощения энергии; удельная теплопроводность и температуропроводность, определяющие тепловой поток в материале; плотность, удельная теплоемкость, скрытая теплота и температура фазового перехода, определяющие энергоемкость процесса перехода материала в новое фазовое состояние. При выборе режимов необходимо учитывать влияние энергетических и временных характеристик лазерного излучения. Многие технологические лазерные установки имеют одну неизменную продолжительность импульса. В таком случае получение заданных размеров отверстия достигается подбором нужного значения энергии импульса и зависимость глубины и диаметра полученного отверстия от энергии является одной из основных характеристик, определяющих возможности лазерной обработки. Величину энергии можно менять путем изменения электрической энергии импульсных ламп, применение светофильтров, диафрагмированием луча. При этом надо отметить, что когда энергия изменяется накачкой или диафрагмированием луча, диаметры полученных отверстий меньше, чем диаметры отверстий, получаемых при изменении энергии светофильтрами.
Уменьшение диаметра при диафрагмировании луча объясняется уменьшением его расходимости, а в случае изменения энергии - уровнем накачки активного элемента, уменьшением, как расходимости луча, так и длительности излучения. Диафрагмирование луча при постоянной накачке активного элемента приводит к особенности: если диаметр отверстий связан с диаметром диафрагмы, то глубина отверстий меняется весьма слабо при изменении диафрагмы в широких пределах.
Неизменность глубины отверстия при диафрагмировании луча объясняется тем, что диафрагма не меняет распределения плотности потока в поперечном сечении луча, изменяя лишь общую расходимость и диаметр луча. Поскольку скорость роста лунки в глубину определяется плотностью мощности потока, то глубина отверстия не должна существенно изменяться при диафрагмировании луча.
Экспериментальные исследования показывают, что размеры отверстий зависят определенным образом и от длительности импульса лазерного излучения.
Изменение длительности импульса с 0,25 до 0,85 мс при неизменной энергии накачки приводит к увеличению глубины отверстия в 1,5 раза с одновременным уменьшением диаметра на 30%. Зависимость глубины и диаметра получаемого отверстия от длительности импульса можно объяснить двумя факторами. Первый - распределение интенсивности излучения в поперечном сечении луча - падает от своего максимального значения в центре луча к периферийным участкам его сечения. Второй фактор - уменьшение экранирующего влияния продуктов разрушения материала при уменьшении плотности светового потока, когда длительность импульса увеличивается. Это объясняется увеличением доли жидкой фазы, которая остается на стенках отверстия и не может быть вытеснена из лунки из-за снижения давления паров и, таким образом, практически не участвует в экранировании излучения.
Важным фактором в образовании наплывов расплава по стенкам отверстия является наличие у импульса излучения пологого заднего фронта. Опыты, проведенные с отсечкой заднего фронта импульса, показывают, что при этом микрорельеф поверхности отверстия становится более ровным, практически без наплывов расплавленного металла, хотя глубина отверстия изменяется незначительно (15% при отсечке заднего фронта длительностью 300 мкс).
Согласно феноменологической модели, строгий анализ роста лунки при плавлении стенок требует решение гидродинамической задачи при движении пара и вязкой жидкости вдоль стенок, с учетом всех факторов их нагрева. Будем рассматривать упрощенную модель, согласно которой при фокусировке излучения вблизи передней поверхности материала образуется лунка, профиль которой близок к цилиндрическому (рис.1). Изменение размеров лунки со временем происходит так, что в первом приближении текущий радиус r(t) и глубина h(t) связаны между собой правлением светового конуса для крайних лучей пучка с углом раствора 2j, т.е.
r(t)=rо + h(t) tgj (1)
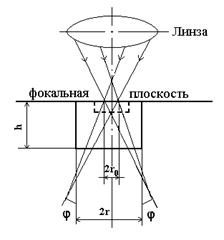
Рис.1 Изменение глубины h и радиуса r лунки во времени.
При построении феноменологической модели, пренебрегается также температурная зависимость полной теплоты испарения материала и экранировкой поверхности испарения продуктами разрушения.
Согласно феноменологической теории, если излучение лазера фокусируется на поверхность материала, то к моменту окончания действия импульса образуется отверстие глубиной
h= 
 (2)
(2)
и диаметром
 (3)
(3)
где Е = Рt - энергия излучения в импульсе; Р- импульсная мощность; rо-начальный радиус лунки, равный радиусу светового пятна; j - половинный угол раствора светового пятна; L0 - удельная скрытая теплота испарения вещества.
Таким образом, определяющим фактором, влияющим на соотно-шение глубины и диаметра отверстия, является величина tgj, характеризующая угол светового конуса, после фокальной плоскости оптической системы. Чем меньше tg j, тем больше отношение глубины к диаметру отверстия. Поэтому для получения глубоких узких отверстий оптимальным является случай, когда tg j = 0, при этом:
 (4)
(4)
Cоотношения (4) описывают процесс роста отверстия внутри цилиндрической световой трубки, в которую вырождается световой конус (tg j = 0).
Если tg j ¹ 0, то расфокусировка лазерного пучка приводит к уменьшению плотности энергии в его нижней части.
Следствием этого является существование предельных размеров следствия, образующегося в материале под действием неограниченного числа световых импульсов с заданной энергией Е:
dудел.»  ; hудел »
; hудел »  (5)
(5)
где Q - пороговая плотность энергии, соответствующая установлению процесса квазистационарного испарения к концу импульса.
На профиль отверстия и на его размеры существенное влияние оказывают условия фокусирования лазерного излучения, под которым понимают фокусное расстояние фокусирующей системы и смещение фокальной ее плоскости относительно поверхности обрабатываемой детали. На рис.2 приведены профили отверстий, полученные в материале при одной и той же
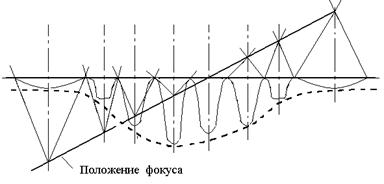
энергии излучения, но при различных положениях фокуса относительно поверхности обрабатываемой детали.
Рис.2 Изменение профиля отверстия при различных положениях фокуса относительно поверхности материала.
Из рис.2 видно, что в сходящемся лазерном пучке характерным является конический профиль отверстия, при этом стенки его практически не поглощают световой поток, распространяющийся вдоль них, и механизм разрушения представляет в этом случае испарение материала за счет теплопроводности. При облучении в расходящемся лазерном пучке достаточной плотности энергии, происходит интенсивное плавление стенок и, хотя общее количество удаляемого вещества при этом несколько возрастает за счет жидкой фазы, глубина отверстия уменьшается из-за расфокусировки луча. Рассмотрим условия получения отверстий максимальной глубины за один импульс с заданной энергией и длительностью импульса лазерного пучка.
Из опытных наблюдений известно, что для получения отверстий максимальной глубины требуется сфокусировать световой пучок на расстоянии h от поверхности внутри материала.
Расчет величины  производится в предположении, что до фокуса оптической системы отверстие повторяет форму и
производится в предположении, что до фокуса оптической системы отверстие повторяет форму и
размеры светового конуса и механизмом его образования является испарение. В результате получим:
 (6)
(6)
hmax=  (7)
(7)
где  , D - диаметр светового пучка на выходном зеркале лазера; 2a - угол расходимости излучения; l - расстояние от лазера до переднего фокуса линзы с фокусным расстоянием f.
, D - диаметр светового пучка на выходном зеркале лазера; 2a - угол расходимости излучения; l - расстояние от лазера до переднего фокуса линзы с фокусным расстоянием f.
На практике очень важно по заданным размерам отверстия h и d рассчитать энергию Е, длительность импульса t, размер пятна сфокусированного лазерного излучения. Для решения этой задачи необходимо учитывать характер связи глубины с диаметром отверстия, согласно уравнению светового конуса d = do + 2h tgj.
Для получения большей точности в определении диаметра можно воспользоваться простым соотношением между объемом удаленного из цилиндрического отверстия вещества и затраченной энергией излучения:
 (8)
(8)
где Lp - удельная энергия разрушения единицы объема вещества, определяемая экспериментально.
Формулы (2) и (8) при известных оптических и теплофизических характеристиках материала могут быть использованы для расчета параметров светового импульса h и d.
С помощью этих формул, можно определить энергию и фокусное расстояние линзы, а остальные параметры импульса: длительность t, угол расходимости излучения 2a и расстояние между лазером и передним фокусом линзы, могут быть выбраны такими, какими обладает каждый конкретный лазер. Поэтому величины t, a и l будем считать известными.Тогда величины Е и f могут быть определены так
Е = pLрr2h (9)
 (10)
(10)
где r = 

Экспериментальные исследования по прошивке отверстий в данной работе проводятся на лазерной технологической установке оптическая схема которой приведена на (рис.3).
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 1385; Нарушение авторских прав?; Мы поможем в написании вашей работы!