КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Коэффициенты отражения некоторых металлов для излучения с различной длиной волн
|
|
|
|
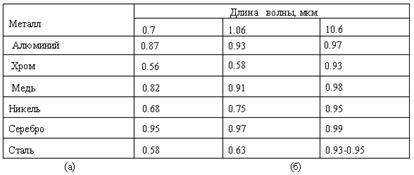
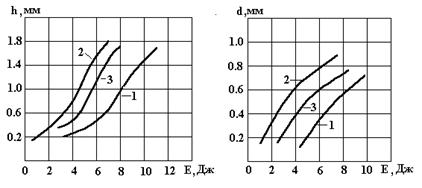
Рис.2. Зависимость глубины (а) и диаметра (б) зоны проплавления от энергии излучения.
Длительность импульса 4 мсек; диаметр светового пятна 0,5 мм.
1 - медь; 2 - никель; 3 - молибден.
В течение первой части импульса проплавляется основная часть металла, реализуется режим глубокого проплавления. За время относительно медленного спада интенсивности во второй части импульса увеличивается количество жидкой фазы за счет плавления металла у краев сварочной ванны.
Затягивание заднего фронта импульса способствует заполнению углубления. На рисунке 3. представлены основные типы соединений.
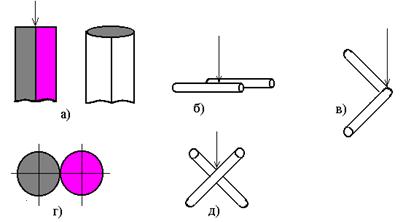
Рис. 3. Типы соединений
а - встык: б - внахлест; в - угловое соединение; г - схема светоловушки; д - соединение скрещивающихся проволок. Стрелками показано направление падения лазерного пучка.
Указанные на рис. 3 типы соединений можно выполнить с помощью установки, содержащей лазер на стекле активированном ионами неодима Nd+3. Оптическая схема показана на рис.4.
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 888; Нарушение авторских прав?; Мы поможем в написании вашей работы!