КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет и конструирование сверл
|
|
|
|
Сверла
Сверление — основной технологический способ образования отверстий в сплошном металле обрабатываемых заготовок. Сверлением могут быть получены как сквозные отверстия в заготовке, так и глухие отверстия. При сверлении отверстий чаще всего используют стандартные сверла, имеющие два винтовых зуба, расположенных диаметрально друг относительно друга. Просверленные отверстия, как правило, не имеют абсолютно правильной цилиндрической формы. Их поперечные сечения имеют форму овала, а продольные — небольшую конусность.
Диаметры просверленных отверстий всегда больше диаметра сверла, которым они просверлены. Разность диаметров сверла и просверленного им отверстия принято называть разбивкой отверстия. Она тем больше, чем больше диаметр сверла: для стандартных сверл диаметром dc = 10...20 мм разбивка составляет 0,15...0,25 мм. Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосность сверла и шпинделя сверлильного станка. Сверление отверстий без дальнейшей их обработки проводят в тех случаях, когда необходимая точность размеров лежит в пределах 12...14-го квалитета, параметр шероховатости Ra = 3,2…12,5. Наиболее часто сверлением получают отверстия для болтовых соединений, а также отверстия для нарезания в них внутренней крепежной резьбы.
Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент - спиральное сверло (рис. 19, а), состоящее из рабочей части 6, шейки 2, хвостовика 4 и лапки 3.

Рис. 19. Части, элементы и углы спирального сверла
В рабочей части 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя.
Элементы рабочей части и геометрические параметры спирального сверла показаны на рис. 19, б. Сверло имеет две главные режущие кромки 11, образованные пересечением передних 10 и задних 7 поверхностей и выполняющие основную работу резания; поперечную режущую кромку 12 (перемычку) и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при резании.
Геометрические параметры сверла определяют условия его работы. Передний угол γ измеряют в главной секущей плоскости II - II, перпендикулярной к главной режущей кромке. Задний угол α измеряют в плоскости I - I, параллельной оси сверла. Передний и задний углы в различных точках главной режущей кромки различны. У наружной поверхности сверла угол γ наибольший, а угол α наименьший; ближе к оси — наоборот. Угол при вершине сверла 2φ измеряют между главными режущими кромками; его значение различно в зависимости от обрабатываемого материала. Угол наклона поперечной режущей кромки ψ измеряют между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную к оси сверла. Угол наклона винтовой канавки ω измеряют по наружному диаметру. С увеличением угла ω увеличивается передний угол γ; при этом облегчается процесс резания и улучшается выход стружки. Рекомендуемые геометрические параметры сверла приведены в справочной литературе.
Силы резания. В процессе резания сверло испытывает сопротивление со стороны обрабатываемого материала. Равнодействующую сил сопротивления, приложенную в некоторой точке А режущей кромки, можно разложить на три составляющие силы Рx, Рy и Рz (рис. 20).
Составляющая Рx направлена вдоль оси сверла. В этом же направлении действует сила Рп на поперечную режущую кромку. Суммарная всех указанных сил, действующих на сверло вдоль оси х, называется осевой силой. Радиальные силы Рy, равные по величине, но направленные противоположно, взаимно уравновешиваются.

| Рис. 20. Силы, действующие на сверло |
В расчетах для определения осевой силы Р о (Н) и крутящего момента М к (Н∙м) используют эмпирические формулы:
 ;
;
 ,
,
где Ср и См — постоянные коэффициенты, характеризующие обрабатываемый материал и условия резания; D – наружный диаметр сверла, мм; s - подача сверла (мм/об); хр, ур, хм, ум — показатели степеней; Кр и Км — поправочные коэффициенты на измененные условия резания. Коэффициенты и показатели степеней приведены в справочниках.
Осевая сила и крутящий момент являются исходными для расчета сверла и узлов станка на прочность, а также для определения эффективной мощности. Эффективная мощность (кВт), затрачиваемая на резание при сверлении,
Ме = Mкn / (60·103).
По форме и конструкции сверла разделяют на спиральные, с прямыми канавками, перовые, для глубинного сверления, кольцевые, центровочные, с канавками для подвода смазочно-охлаждающей жидкости, с многогранными пластинами. Сверла выполняют с цилиндрическим, коническим и четырехгранным хвостовиками. Основные размеры сверл стандартизованы. Геометрические параметры режущей части сверл (ω, γ и 2φ) в зависимости от материалов заготовки и сверла можно выбрать для сверл диаметром свыше 10 мм из инструментальной стали по табл. 3, для сверл, оснащенных пластинами из твердого сплава, — по табл. 4.
Угол наклона поперечной режущей кромки ψ для сверл диаметром до 12 мм принимают 50°, для сверл диаметром свыше 12 мм — 55°. Задний угол α различен в различных точках кромки. У стандартных спиральных сверл в наиболее удаленной от оси сверла точке α = 8…15°, в ближайшей к оси точке α = 20…26°. У сверл, оснащенных пластинами из твердого сплава, задний угол α соответственно равен 4…6° и 16…20°. Меньшие из приведенных значений углов относятся к большим диаметрам сверл, большие значения — к малым диаметрам сверл. Формы и размеры заточки режущих кромок, перемычек и ленточек сверл приведены в нормативах.
Технические требования к изготовлению спиральных сверл приведены в ГОСТ 2034 — 80Е и СТ СЭВ 566 — 77.
Таблица 3
Рекомендуемые углы наклона винтовой канавки ω
и углы при вершине 2φ спиральных сверл диаметром
свыше 10 мм из инструментальной стали
| Материал заготовки | ω | 2φ |
| градусы | ||
| Сталь с σв, МПа (кгс/мм2) до 500 (до 50) 500…700 (~ 50…70) 700…1000 (~ 70…100) 1000…1400 (~ 100…140) коррозионно-стойкая | 116…118 | |
| Чугун серый | 25…30 | 116…120 |
| Медь красная Медные отливки и латунь Бронза с НВ: 100 и выше < 100 | 35…45 25…30 15…20 8…12 | |
| Алюминиевые сплавы литейные Алюминиевые сплавы деформируемые | 35…45 | 130…140 |
| Пластмассы, эбонит, бакелит | 8…12 | 60…100 |
Хвостовики сверл с коническим хвостовиком имеют конус Морзе, выполняемый по СТ СЭВ 147 — 75.
Таблица 4
Рекомендуемые передние углы γ и углы при вершине 2φ
сверл, оснащенных пластинами из твердых сплавов
| Материал заготовки | γ | 2φ |
| градусы | ||
| Сталь: конструкционная, углеродистая и легированная инструментальная марганцовистая твердая литая термически обработанная | 0…4 — 3 — 3 — 3 | 116…118 116…118 116…118 116…118 130…135 |
| Чугун с НВ: ≤ 200 > 200 | 116…118 116…118 | |
| Бронза, латунь, алюминий | 4…6 | 116…118 |
| Баббит | 4…6 | |
| Пластмассы | 0…2 | 60…100 |
Порядок расчета и конструирования спирального сверла из быстрорежущей стали с коническим хвостовиком для обработки сквозного отверстия.
1. Определяем диаметр сверла. По ГОСТ 19257—73.
2. Определяем режим резания по нормативам.
3. Определяем осевую силу.
4. Момент сил сопротивления резанию (крутящий момент).
5. Определяем номер конуса Морзе хвостовика. С расчетом момента трения между хвостовиком и втулкой.
6. Определяем длину сверла. Общая длина сверла, длины рабочей части, хвостовика и шейки могут быть приняты по ГОСТ 10903—77 или ГОСТ 4010—77.
7. Определяем геометрические и конструктивные параметры режущей части сверла. По нормативам находим форму заточки, угол наклона винтовой канавки, углы между режущими кромками, задний угол, угол наклона поперечной кромки, размеры подточки, шаг винтовой канавки.
8. Определяем толщину dc сердцевины сверла в зависимости от диаметра сверла и утолщение сердцевины по направлению к хвостовику.
9. Обратная конусность сверла (уменьшение диаметра по направлению к хвостовику) на 100 мм длины рабочей части должна находиться в пределах:
D, мм......... До 6 Св.6 Св. 18
Обратная конусность, мм....0,03—0,08 0,04—0,10 0,05—0,12
10. Определяем ширину ленточки f0 и высоту затылка по спинке К.
11. Определяем ширину пера.
12. Геометрические элементы профиля фрезы для фрезерования канавки сверла определяют графическим или аналитическим способом.
13. По найденным размерам строим профиль канавочной фрезы.
14. Устанавливаем основные технические требования и допуски на размеры сверла (по СТ СЭВ 566—77 и ГОСТ 885—77).
Предельные отклонения диаметров сверла (ГОСТ 885—77). Допуск на общую длину и длину рабочей части сверла равен удвоенному допуску по квалитету 14 с симметричным расположением предельных отклонений по ГОСТ 25347—82. Предельные отклонения размеров конуса хвостовика устанавливаются по ГОСТ 2848—75 (степень точности АТ8). Радиальное биение рабочей части сверла относительно оси хвостовика не должно превышать 0,15 мм. Предельные отклонения на углы 2φ; 2φ0, угол наклона винтовой канавки. Предельные отклонения размеров подточки режущей части сверла. У рабочей части сверла HRС 62…65, у лапки хвостовика сверла HRC 30…45.
15. Выполняем рабочий чертеж. Рабочий чертеж должен иметь три проекции (винтовые линии при черчении заменяют прямыми линиями). Форма заточки сверла с геометрическими параметрами режущей части, центровое отверстие, а также профиль канавочной фрезы вычерчивают отдельно в большом масштабе. На чертеже также указывают основные технические требования к сверлу.
2.6.3. Зенкеры
Зенкерование — технологический способ обработки предварительно просверленных отверстий диаметром dc или отверстий, изготовленных литьем и штамповкой с целью получения более точных по форме и размеру, чем при сверлении, цилиндрических отверстий (10...11-го квалитета точности) с шероховатостью R а = 1,25…3,2, диаметром dз > dc. Зенкеруют сквозные и глухие отверстия (рис. 21).
Элементы конструкции хвостового зенкера для обработки цилиндрических отверстий показаны на рис. 22.
Стандартные зенкеры имеют от трех до восьми зубьев. Наиболее часто на практике встречаются зенкеры с тремя винтовыми зубьями, смещенными на 120° друг относительно друга. Через точки главных режущих кромок трех зубьев, лежащих в плоскости вращения, перпендикулярной геометрической оси зенкера, можно провести концентрические окружности. Это геометрическое свойство трехзубых зенкеров обеспечивает их самоцентрирование и получение после зенкерования отверстий более правильной цилиндрической формы и с более точным размером диаметра, чем это достигается двухзубыми сверлами.
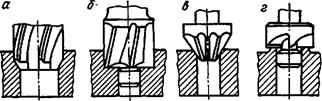
Рис. 21. Зенкеры различного назначения:
а - для растачивания цилиндрических отверстий;
б - для обработки цилиндрических углублений под
головки винтов; в - для зенкерования конических
углублений (зенковка); г - для обработки торцовых
поверхностей (цековка)

Рис. 22. Элементы конструкции цилиндрического зенкера: 1 — сердцевина; 2 — задняя поверхность;
3 — ленточка; 4 — передняя поверхность;
5—вспомогательная режущая кромка;
6 — главная режущая кромка
Рабочая часть зенкера включает режущие и калибрующие элементы. Режущие элементы ограничены главным углом в плане φ, измеряемым между направлением подачи и главной режущей кромкой (рис. 23). В пределах вспомогательного угла в плане φ1 находится калибрующая часть, близкая по форме к цилиндру, поскольку зенкер, подобно сверлу, шлифуется при изготовлении с небольшой обратной конусностью. Геометрия рабочей части зенкера для цилиндрических отверстий определяется углами γ и α в точке х главной режущей кромки, а также углами α1 и ω.

Рис. 23. Геометрические параметры хвостового зенкера
Передний угол γ х в точке главной режущей кромки определяется в плоскости, перпендикулярной проекции главной режущей кромки на диаметральную плоскость, проходящую через вершину зуба зенкера.
Главный задний угол α х, как и у сверла, определяется между касательными в точке х к задней поверхности и к винтовой траектории движения точки х при вращении зенкера и его осевом перемещении по подаче. Вспомогательный задний угол на калибрующей части обычно близок нулю. Угол наклона винтовой канавки ω не требует особых пояснений.
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 9483; Нарушение авторских прав?; Мы поможем в написании вашей работы!