КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Развертки
|
|
|
|
Развертывание — технологический способ завершающей обработки просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий (6...9-го квалитета точности) с малой шероховатостью (R а = 0,32…1,25 мкм).
Развертываются отверстия развертками, имеющими четное число (z ≥ 4) расположенных диаметрально друг против друга зубьев. Число зубьев развертки зависит от диаметра:
 ,
,
где dp — диаметр развертки, мм. Наличие на развертках большого числа зубьев обеспечивает устойчивое их центрирование в обрабатываемых отверстиях. Поскольку каждым зубом развертки срезается слой металла малой толщины a z < 0,04 мм, а также благодаря применению смазывающе-охлаждающей жидкости, развертыванием можно достигнуть высокой точности размера диаметра обработанных отверстий и малой шероховатости их стенок.
Развертки используют для чистовой обработки точных отверстий в материалах, обычно не прошедших упрочняющей термической обработки. Обработка ведется на станках сверлильно-расточной и токарной групп, а также автоматических линиях. Разверткой могут обрабатываться цилиндрические и конические, как глухие, так и сквозные отверстия. Помимо машинных, имеются ручные развертки. Некоторые конструкции разверток показаны на рис. 24.
Развертки небольшого диаметра (рис. 24, а) выполняются с цилиндрическим хвостовиком, а при диаметре более 10 мм — с коническим (рис. 24, б). Те и другие развертки изготовляются быстрорежущими — целиком, или с вставными ножами (рис. 2.4, б, в). Развертки по рис. 24, г выполняются диаметром до 100 мм. Здесь на ножах и в корпусе имеются рифления, что позволяет переставлять ножи и закреплять их клиньями на новом, большем диаметре, а также перетачивать на необходимый диаметр и таким образом более рационально использовать и режущие ножи, и корпус, меняя ножи. Подобную конструкцию имеют и развертки с твердосплавными ножами.
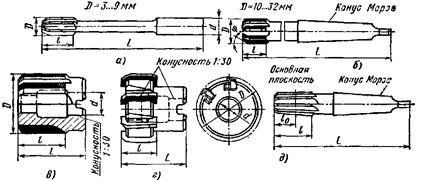
Рис. 24. Конструкции разверток:
а — машинная быстрорежущая с цилиндрическим хвостовиком; б — машинная твердосплавная с коническим хвостовиком; в — насадная с режущей частью из твердого сплава; г — насадная с вставными быстрорежущими ножами;
д — для отверстия под коническую резьбу
Кроме цилиндрических отверстий, развертками обрабатывают конические поверхности под резьбу, конусы Морзе, метрические конусы, отверстия под конические штифты (рис. 24, д).
Геометрию разверток рассмотрим на примере цельной насадной машинной развертки для сквозных отверстий (рис. 25). По длине рабочей части развертки можно выделить участки А — Г различного назначения. Для удобства введения развертки в отверстие служит участок А. Его наличие вызвано малыми глубинами резания, характерными для развертывания, и малыми углами в плане φ < 15°.
У разверток для глухих отверстий этот участок может отсутствовать, так как он выполняется совместно с заборным конусом Б. Последний несет режущие элементы, выполняющие основную работу резания. Зуб на этом участке имеет геометрию режущей части с углами γр и αр.
Участок В — калибрующий, выполняется цилиндрическим, а участок Г представляет собой обратный конус, чтобы обеспечить высокое качество обработанной поверхности при вынимании развертки из отверстия. На калибрующей части имеется передний γк и задний αк углы. Обычно αк = 0 для сохранения необходимого диаметра развертки при переточках. Это вызвано высокой точностью чистового развертывания (6...9 квалитет) и стремлением увеличить срок службы инструмента.
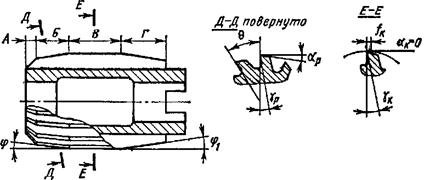
Рис. 25. Геометрические параметры
цельной насадной развертки
У разверток с винтовым зубом угол подъема винтовой линии ω также характеризует геометрию. Следует отметить, что развертки могут иметь зубья как с правой, так и с левой винтовой линиями.
Зубья развертки чаще всего располагаются по окружности равномерно θ = 360º / z.
В ряде случаев делают угол θ переменным. Например, при z = 10 угол θ изменяют в следующем порядке от зуба к зубу: 33°15', 34°32', 36°, 37°28', 38°45' и т. д. Это позволяет в ряде случаев повысить качество обработанной поверхности.
2.7. РАСЧЕТ И КОНСТРУИРОВАНИЕ ФРЕЗ
Фрезерование широко применяют в машиностроении и приборостроении для обработки различных поверхностей корпусных и призматических деталей, а также винтовых поверхностей деталей тел вращения. В машиностроении фрезерные станки составляют 10…20 % общего парка металлорежущих станков. Имеются производства, где фрезерные станки составляют до 50 % парка станков на заводе. Метод фрезерования является высокопроизводительным, простым и в ряде случаев достаточно точным.
Фреза — многолезвийный вращающийся режущий инструмент, зубья которого последовательно вступают в контакт с обрабатываемой поверхностью в процессе резания. Относительно медленная подача производится движением обрабатываемой детали, закрепленной на столе фрезерного станка.
В зависимости от вида обрабатываемой поверхности равномерное движение подачи может быть прямолинейно-поступательным, вращательным или винтовым. Фрезерованием выполняют разнообразные операции, что обусловило значительное разнообразие типов, форм, конструкций и размеров фрез, используемых на универсальных фрезерных станках, так и специальных, проектируемых для обработки конкретных изделий.
Отклонения размеров деталей после обработки фрезерованием могут находиться в пределах 7…9-го квалитетов (ГОСТ 25347—82) при параметрах шероховатости до R а = 1,25 мкм (ГОСТ 2789—73).
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 1457; Нарушение авторских прав?; Мы поможем в написании вашей работы!