КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Анализ существующего технологического производства
|
|
|
|
Технологический процесс механической обработки детали "Кольцо наружное" применяемый на производстве достаточно сложен. Это объясняется сложностью конструкции детали и повышенными требованиями к её основным рабочим поверхностям.
Для данного масштаба производства метод получения заготовки является рациональным. Реальная заготовка соответствует чертежу в отношении фактических припусков на обработку и выполнение прочих технологических требований. Для достижения заданной точности детали последовательность операций техпроцесса выбрана верно. В таблице 4.4 приведены основные технологические возможности применяемого оборудования.
Таблица 4.4-Технологические возможности применяемого оборудования
| № операции | Модельстанка | Предельные или наибольшие размеры обрабатываемой заготовки, мм | Технологические возможности метода обработки | |||
| Диаметр (ширина) d (b) | ДлинаL | Высотаh | Квалитет точности | Шероховатость обрабатываемой поверхности, мкм | ||
| КСП6-200 | - | 6,3 | ||||
| Сасл-400 | 50-400 | - | - | 10…8 | 1,6…0,8 | |
| 3344АЕ | 40-200 | - | 10-70 | 10…8 | 1,6…0,8 | |
| Сасл-400 | 50-400 | - | - | 0,4 | ||
| СИВ-5Е | - | 0,4 | ||||
| Сасл-400 | 50-400 | - | - | 0,4 | ||
| ЛЗ-265 | 150-280 | - | 0,32 | |||
| Сасл-400 | 50-400 | - | - | 0,32 |
Значительную роль при рассмотрении вопросов усовершенствования технологических процессов играют: возраст, стоимость, производительность и степень использования применяемого оборудования.
В таблице 4.5 приведены эти характеристики.
Таблица 4.5- Характеристики возраста, стоимости, сложности, производительности и степени использования применяемого оборудования.
| №операции | Модель станка | Год изготовления | Цена, млн. руб. | Категория ремонтной сложности | Количество станков на операции | Трудоёмкость Тшт,мин | Коэффициент загрузки станка | |
| Токарные | КСП6-200 | 8,4 | 1,6 | 0,06 | ||||
| Сасл-400 | 30,1 | 0,359 | 0,01 | |||||
| Шлифование | 3344АЕ | 20,3 | 0,476 | 0,007 | ||||
| Сасл-400 | 30,1 | 0,429 | 0,01 | |||||
| СИВ-5Е | 27,6 | 0,9 | 0,04 | |||||
| Сасл-400 | 30,1 | 0,55 | 0,01 | |||||
| ЛЗ-265 | 10,2 | 1,607 | 0,03 | |||||
| Сасл-400 | 30,1 | 0,95 | 0,006 |
Проведённый анализ показал, что оборудование, находится в приемлемом техническом состоянии, однако оно морально устарело и нуждается в замене на более современное. При этом следует отметить, что коэффициенты загрузки оборудования не высоки, что не оправдывает создание из них автоматических линий.
При изготовлении детали в условиях крупносерийного производства большую роль играет метод базирования и точность, которую он позволяет получить. В условиях крупносерийного производства применяют специальные и специализированные приспособления, которые позволяют за короткий промежуток времени точно и надежно закрепить деталь. В этих приспособлениях наиболее правильно можно следовать законам единства и совмещения баз, что ведёт к достижению более жестких требований при тех же затратах.
На эскизе указаны все поверхности, используемые в техпроцессе изготовления детали как базовые (рисунок 4.1.)
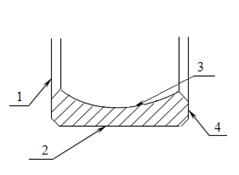
Рисунок4.1- Эскиз кольца наружного
Характеристика базовых поверхностей, размеры, выдерживаемые при обработке деталей, установленных в этих приспособлениях, а также возникающие погрешности базирования приведены в таблице 4. 6
Таблица 4.6 - Базирование заготовок при обработке
| № и название операции | Выдерживаемые размеры, мм | Номера поверхностей – баз | Погрешность установки | |||||
| номинал | допуск | установочная | направл. | двойная направл. | опорная | двойная опорная | ||
| 025 Токарная Переход 1-3-5 | Ø 126,2 33,3 | 0,2 0,2 | - | - | - | |||
| Токарная Переход 2-4-6 | Ø126,2 33,3 | 0,2 0,2 | - | - | - | |||
| шлифовальная | 40,4 | 0,05 | - | - | - | |||
| 045торцешлифовальная | Ø 140,4 33,3 33,0 | - 0,2 0,06 | - | - | - | |||
| 055 б/ц шлифовальная | Ø 120 | 0,05 | - | - | - | |||
| 060 специально шлифовальная | Ø126,165 | 0,07 | - | - | - | |||
| 065 б/ц шлифовальная | Ø 140 | 0,02 | - | - | - |
Продолжение таблицы 4.6.
| 070 специально шлифовальная | Ø126,165 | 0,06 | - | - | - | |||
| доводочная | 0,014 | - | - | - |
Техпроцесс на операциях и качество обработки деталей соблюдается. Для обработки деталей типа кольцо и ролик подшипника - на участке применяют высокопроизводительное оборудование. Участок оснащен сложными специальными токарными автоматами, высокопроизводительными шлифовальными станками. Все эти станки обладают достаточной жесткостью и точностью, что позволяет обеспечить заданные чертежом детали технологические требования.
Приспособления, применяемые на участке, все специальные с пневматическими зажимами, они соответствуют современным требованиям: позволяют добиться нужных параметров по качеству и точности, предъявляемых к детали, обеспечивают точное базирование и надежное закрепление, а также повышает производительность труда.
СОЖ, применяемая на участке, соответствует санитарно-гигиеническим нормам. Для защиты окружающей среды от выбросов на участке предусмотрены устройства, отсасывающие пыль, с подключением их к заводской сети вентиляции и пылеулавливания.
Проверка, настройка и профилактика оборудования осуществляется слесарями-ремонтниками и наладчиками в не основное рабочее время, что позволяет вести бес простойный процесс обработки детали.
Разряды рабочих вполне соответствуют характеру работы и, для изготовления детали по данному техпроцессу, не требуется рабочих более высокой квалификации.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 537; Нарушение авторских прав?; Мы поможем в написании вашей работы!