КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварным соединением называется неразъемное соединение, выполненное сваркой
|
|
|
|
К сварным соединениям предъявляют следующие требования [43]:
- металл шва должен быть равнопрочен основному металлу;
- конструкция соединения должна быть технологичной;
- швы не следует располагать в наиболее нагруженных местах, а также в зонах с максимальной концентрацией напряжений;
- не допускается скученность швов;
- соединение по возможности должно иметь плавный переход от основного металла к металлу шва, а также от одного сечения к другому.
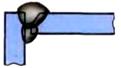
В производстве сварных конструкций применяются следующие типы сварных соединений: стыковые, угловые, тавровые и нахлесточные.
Стыковое соединение – это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Стыковое соединение является наиболее распространенным, т.к. обладает наибольшей работоспособностью при всех видах нагрузок. Оно чаще всего применяется для соединения листового металла, а также при стыковании различного профиля проката.
Угловое соединение – это сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Оно применяется в качестве связующего элемента, при сварке резервуаров, работающих под небольшим избыточным давлением газа или жидкости.
Нахлесточное соединение – это сварное соединение, в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга.
Нахлесточные соединения применяют при сварке листовых конструкций из стали толщиной до 20 мм. Они не требуют специальной обработки кромок кроме обрезки. Рекомендуется только двусторонняя сварка, т.к. в зазор может попасть влага, произойдет ржавление и т.д. Сборка узла и подготовка листов упрощается, но увеличивается расход металла.
Тавровое соединение – это сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Тавровые соединения применяются при производстве пространственных конструкций. Эти соединения могут выполняться как без подготовки кромок, так и с подготовкой. Лист, примыкающий торцом, должен иметь достаточно ровно обрезанную кромку. Односторонний скос применяется в случае, если нельзя произвести сварку с обеих сторон.
Сварной шов – это участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны.
Основные типы и конструктивные элементы швов сварных соединений, выполненных ручной дуговой сваркой, регламентированы ГОСТ 5264–80 [44], автоматической и механизированной сваркой под флюсом – ГОСТ 8713–79 [45], а дуговой сваркой в защитных газах – ГОСТ 14771–76 [46].
ГОСТ устанавливает 51 тип швов с указанием размеров конструктивных элементов (рис. 7.8):
32 типа швов стыкового соединения - С1...С45;
9 типов швов углового соединения - У1...У10;
8 типов швов таврового соединения - Т1...Т9;
2 типа швов нахлесточного соединения - Н1, Н2.
Наплавленный металл должен удовлетворять различным требованиям, зависящим от эксплуатации данной сварной конструкции [47]. Обычно от наплавленного металла требуется механическая прочность, вязкость, плотность. Наплавленный металл должен быть устойчив против старения и усталости, т.е. он не должен становиться хрупким с течением времени и после длительной работы под нагрузками, как постоянными, так и переменными; он не должен быть хладноломким при обычных температурах. Иногда требуется наплавленный металл, обладающий жаропрочностью и жаростойкостью, повышенной износоустойчивостью, стойкостью против коррозии.
Все эти свойства зависят от правильного выбора металла электродного стержня и состава электродного покрытия. Кроме того, необходимо соблюдение установленных для данного случая режимов сварки и последующей обработки сварного соединения.
Плавящиеся электроды изготавливают из сварочной проволоки, которая согласно ГОСТ 2246–70 [16] разделяется на углеродистую, легированную и высоколегированную. Всего в ГОСТ включено 77 марок проволоки.
Обозначение сварочной проволоки состоит из букв Св (сварочная) и буквенноцифрового обозначения её состава, аналогичного обозначению состава сталей в металлургическом производстве. Например, проволока из низкоуглеродистой кремнемарганцевой стали, содержащей 1,4...1,3% Мn и 0,60...0,85% Si, обозначается Св-08Г2С по ГОСТ 2246–70.
Проволока для изготовления электродов для сварки алюминия и его сплавов маркируется: А0, А1, АД, АД1, АМц, АМг и т.д., где цифра показывает общее количество примесей (ГОСТ 7871–75). Выпускается также наплавочная проволока по ГОСТ 10543–98.
| Условное обозначение | Конструктивные элементы | Толщина свариваемых заготовок, мм | |
| подготовленных кромок свариваемых заготовок | сварного шва | ||
| С1 | 
| 
| 1,0…4,0 |
| С2 | 
| 
| 1,0…4,0 |
| С25 | 
| 
| 8,0…120,0 |
| У5 | 
| 
| 2,0…30,0 |
| У6 | 
| 
| 3,0…60,0 |
| Т1 | 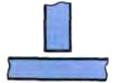
| 
| 2,0…40,0 |
| Т8 | 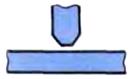
| 
| 8,0…100,0 |
| Н2 | 
| 
| 2,0…60,0 |
Рис. 7.8. Основные типы сварных соединений
Для сварки меди и её сплавов применяют электроды со стержнями из медной проволоки М1 и М2, бронзы БрКМц3-1 и др.
Основными требованиями для электродов являются:
- обеспечение стабильного горения дуги и хорошего формирования шва;
- получение металла сварного шва заданного химического состава;
- спокойное и равномерное расплавление электродного стержня и покрытия;
- минимальное разбрызгивание электродного металла и высокая производительность сварки;
- легкая отделимость шлака и достаточная прочность покрытий;
- минимальная токсичность при изготовлении и при сварке.
Длина электродов приводится в табл. 7.1.
Таблица 7.1. Длина электрода в зависимости от его диаметра
| Диаметр электрода, мм | Длина электрода, мм | |
| углеродистого или легированного | высоколегированного | |
| 1,6 | ||
| 2,0 | ||
| 2,5 | ||
| 3,0 | ||
| 4,0 | ||
| 5,0 6,0 8,0 10,0 12,0 |
Плавящийся электрод представляет собой металлический стержень из электродной проволоки, на поверхность которого нанесен слой покрытия. Электродные покрытия предназначены для стабилизации горения дуги, защиты расплавленного металла от кислорода и азота воздуха и легирования металла шва. В состав электродных покрытий входят стабилизирующие, шлакообразующие, раскисляющие, легирующие и связующие группы компонентов.
В зависимости от состава электродные покрытия бывают кислые (А), рутиловые (Р), основные (Б), целлюлозные (Ц), смешанного вида (соответствует двойное обозначение); прочие – П.
Классификация электродов и общие требования к ним регламентированы ГОСТ 9466–75. Дополнительные требования к электродам для сварки углеродистых и теплоустойчивых сталей регламентированы ГОСТ 9467 – 75, для сварки высоколегированных сталей – ГОСТ 10051-75.
По толщине покрытия в зависимости от отношения диаметра электрода D к диаметру стержня d (D / d) электроды изготавливают: с тонким покрытием – М (D / d Ј1,2); со средним покрытием – С (1,2< D / d Ј1,45); с толстым покрытием – Д (1,45< D / d Ј1,8); с особо толстым покрытием Г (D / d >1,8).
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 3163; Нарушение авторских прав?; Мы поможем в написании вашей работы!