КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Наплавка в среде углекислого газа
|
|
|
|
Процесс наплавки в среде защитных газов отличается тем, что в зону горения электрической дуги под давлением подается защитный газ и столб дуги, а также расплавленная сварочная ванна изолируются от кислорода и азота воздуха (рис. 8.3). Для создания защитной атмосферы используют пищевую углекислоту или сварочный углекислый газ, чистый аргон. Расход газа составляет 0,6 – 0,96 м3/ч.
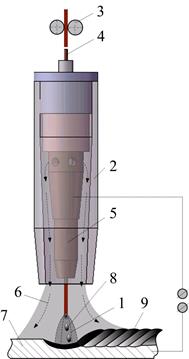
| Рис. 8.3. Дуговая наплавка в защитном газе плавящимся электродом: 1 – электрическая дуга; 2 – газовое сопло; 3– подающие ролики; 4 – электродная проволока; 5 – токоподводящий мундштук; 6 – защитный газ; 7 – основной металл; 8 – капли расплавленного металла; 9 – наплавленный металл |
Наиболее распространена наплавка в среде углекислого газа плавящимся электродом (рис. 8.3). Она в 1,2–1,5 раза экономичнее наплавки под слоем флюса, а производительность при этом на 25 – 30 % выше. Наплавка в СО2 обеспечивает хорошее формирование шва, наплавленный металл получается плотным, зона термического влияния невелика. Благодаря последнему преимуществу этот способ применяют для наплавки нежестких деталей малого диаметра (например, 10 мм).
Питание углекислым газом осуществляют по схеме баллон → подогреватель → осушитель → понижающий редуктор → ротаметр → наплавочный аппарат (горелка). Подогрев и осушение углекислого газа необходимы для предотвращения возможной закупорки льдом отверстий в редукторе вследствие расширения газа и увеличения влажности. Для снижения давления СО2, подаваемого в зону дуги, с 5,0 – 5,5 до 0,05 – 0,20 МПа используют понижающий редуктор с манометрами высокого и низкого давления. По шкале ротаметра определяют расход газа.
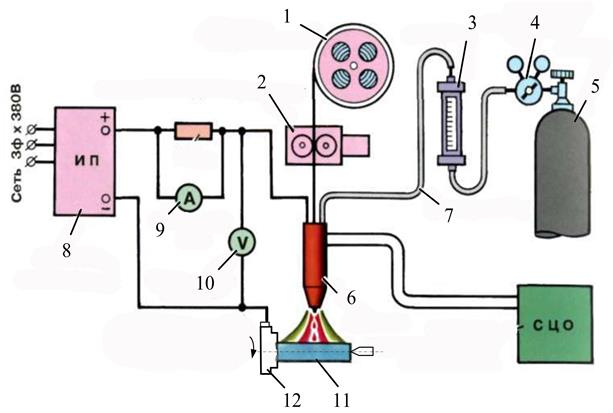
Рис. 8.4. Принципиальная схема установки для дуговой наплавки в среде углекислого газа: 1 – кассета с проволокой; 2 – подающий механизм, 3 – ротаметр; 4 – редуктор; 5 – баллон с углекислым газом, 6 – наплавочная головка; 7 – рукав, 8 – источник питания дуги, 9 – амперметр, 10 – вольтметр, 11 – наплавляемая деталь, 12 – патрон вращателя, СЦО – система циркуляционного охлаждения
Известны два варианта механизации наплавки. В первом случае механизированы все детали, включая подачу СО2 и электродной проволоки, относительное перемещение горелки и наплавляемой детали. В другом – механизирована подача СО2 и электродной проволоки, а относительное перемещение горелки и направляемой детали осуществляют вручную.
Сварку (наплавку) в углекислом газе, как правило, проводят при постоянном токе обратной полярности с жесткой внешней характеристикой источника тока. Под действием высокой температуры дуги углекислый газ диссоциирует на окись углерода и атомарный кислород: СО2 → СО + О. Выделение газообразного вещества СО приводит к образованию пор в окисленном, вязком металле сварочной ванны.
Атомарный кислород обладает высокой химической активностью и окисляет зону сварки. Для устранения его вредного влияния необходимо применять раскислители, например кремний, марганец, титан, вводимые в состав электродной проволоки. Они взаимодействуют с оксидами железа по реакциям
| 2 FeO + Si = SiО 2 + 2 Fe, | (8.2) |
| FeO + Mn = MnO + Fe. | (8.3) |
Оксиды SiО2 и MnO не растворяются в жидком металле и, взаимодействуя друг с другом, образуют легкоплавкие соединения (шлаки), которые всплывают на поверхность сварочной ванны. Практика показывает, что присутствие в металле электродной проволоки более 0,2 % кремния и более 0,4 % марганца предупреждает образование пор.
Таким образом, при наплавке в среде углекислого газа используют проволоку, содержащую марганец, кремний, титан. В странах СНГ используют, например, проволоку сплошного сечения Св-10ХГ2С, Св-10ГСМТ, Св-10Х13, Св-18ХГСА, Нп-2Х14, Нп-30ХГСА. Применяется также порошковая проволока, например ПП-18Т, ПП-19Т, ПП-4Х2В8Т и др. Для наплавки изношенных деталей машин, изготовленных из мало- и среднеуглеродистой стали (за исключением деталей, работающих в абразивной среде), лучшей является проволока марки Нп-30ХГСА.
Основными технологическими параметрами наплавки в среде СО2являются состав электродного материала, напряжение дуги, сила и полярность тока, скорость наплавки и подачи электродного материала, шаг наплавки, диаметр и вылет электрода, а также расход защитного газа. Состав электродного материала выбирают с учетом требуемых физико-механических свойств наплавленного покрытия.
При повышении напряжения увеличивается длина дуги, соответственно возрастает путь капельного переноса металла через дуговой промежуток, что способствует интенсивности его окисления, разбрызгивания и выгорания марганца и кремния. Низкое напряжение дуги вызывает чрезмерное усиление швов и высокие подрезы. Основные технологические параметры рассматриваемого процесса и наплавки под флюсом почти не различаются.
На ряде предприятий для восстановления деталей машин используют автоматическую наплавку в среде углекислого газа с направленным охлаждением. Сущность способа заключается в том, что на наплавленный в среде углекислого газа металл (температура его должна быть равна или выше температуры закалки) подается охлаждающая жидкость (5%-ный раствор кальцинированной соды в воде), которая обеспечивает закалку нанесенного слоя. Изменяя место подвода охлаждающей жидкости в зависимости от химического состава электродной проволоки, можно регулировать твердость наплавленного металла в пределах 27 – 51,5 HRC(без дополнительной термообработки).
Наплавка в среде углекислого газа занимает ведущее место среди других способов наплавки. Это объясняется ее существенными преимуществами: хорошее формирование шва (наплавленный металл плотный); интенсивный отвод тепла из зоны сварки (деталь нагревается незначительно, что обеспечивает возможность наплавки тонкостенных и нежестких изделий без деформации и разрушения); высокая производительность процесса в связи с отсутствием потерь тепла на плавление флюса (на 25 – 30 % выше, чем при наплавке под флюсом); экономичность, простота конструкции оборудования; отсутствие необходимости удаления шлаковой корки, дестабилизирующей горение дуги.
Недостатками технологии наплавки в среде СО2 являются разбрызгивание металла, сравнительно низкие твердость и износостойкость наплавки, так как легирование наплавляемого металла через флюс не имеет места; окисляющее действие CO2 требует применения специальной проволоки, легированной кремнием и марганцем; необходимость транспортировки баллона с СО2; необходимость защиты сварщика от излучения электрической дуги.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 5389; Нарушение авторских прав?; Мы поможем в написании вашей работы!