КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прошивка сплошных круглых заготовок на станах винтовой прокатки
|
|
|
|
Способы производства полых заготовок
В практике трубного производства применяют следующие способы получения полых заготовок гильз::
-прошивкой сплошных круглых заготовок на двухвалковых станах винтовой прокатки с различным типом валков и направляющего инструмента (рис. 3.2);
- прошивкой сплошных круглых заготовок на трехвалковых станах;
- прошивкой сплошных заготовок на прессах (рис. 3.3);
- прошивкой сплошных квадратных заготовок на пресс-валковых станах (рис. 3.4).
В практике трубного производства до настоящего времени широко распространены двухвалковые станы винтовой (косой) прокатки с бочковидными, грибовидными и дисковыми валками. В качестве направляющего инструмента используют линейки, диски (приводные, неприводные) и ролики. За рубежом и в России применяют также и трехвалковые прошивные станы, которые впервые были предложены в нашей стране.
Очаг деформации и его параметры.
При винтовой прошивке основное движение и формоизменение металла происходят под действием сил трения на контактной поверхности металла с валками (рис. 3.5). Заготовка имеет вращательное и поступательное движение.
Винтовое движение заготовки обеспечивается разворотом осей рабочих валков относительно оси прокатки на угол подачи β и раскатки φ, а также вращением валков в одном направлении.
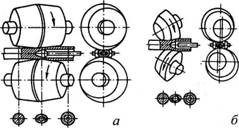

Рис. 3.2. Схемы прошивки заготовок в двухвалковых станах винтовой прокатки в валках:
а — бочковидных; б — грибовидных; в — дисковых
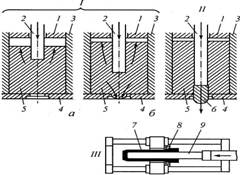
Рис. 3.3. Схемы прошивки заготовок на прессе:
I, а — заполняющая; I, б - нарастающая; II -сквозная; III - получение стакана (способ Эр-харда); I - 1 - пресс-штемпель; 2 - игла; 3 -контейнер; II - 1 - пресс-штемпель; 2- игла; 3 — контейнер; 4— матрица; 5- заготовка; 6 — выпрессовка-пробка; III- 7- гильза-стакан; 8— матрица; 9— оправка
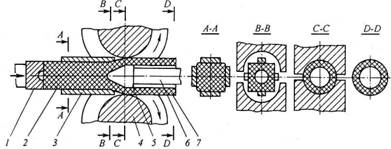
Рис. 3,4. Схема пресс-валковой прошивки: 1 — толкатель; 2 — квадратная заготовка; 3 — роликовая проводка; 4— прокатные валки; 5— оправка; 6— стержень-оправка;7- гильза
В двух- и трехвалковых станах современных конструкций, имеющих переменный угол подачи, валки вместе с подушками находятся в барабанах. Угол, образуемый осью прокатки и проекцией оси валка на плоскость, нормальную к оси барабана, называют углом подачи. Изменение угла подачи валка в этих станах достигается вращением барабана вокруг его собственной оси, которая всегда перпендикулярна оси прокатки. Величина поворота барабана соответствует изменению угла подачи валков.
Угол между осью валка и плоскостью, перпендикулярной оси барабана, представляет собой угол раскатки. Он задается при конструировании стана и в последующем не меняется.
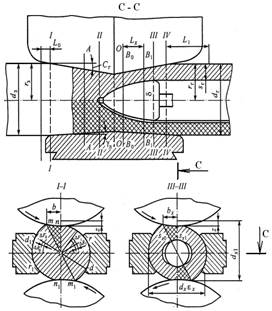
Рис. 3.5. Схема очага деформации при прошивке в станах винтовой прокатки (сечение по валку и линейке)
В стане винтовой прокатки каждый элементарный объем металла ΔV0 периодически деформируется, попадая в зону контакта с валками и направляющим инструментом. Область, ограниченная дугами захвата валков тn и т’п’ (см. рис. 3.5), плоскостями тт’ и пп’, сечениями I—I входа и IV-IV выхода заготовки из валков, называется геометрическим очагом деформации.
Деформация заготовки происходит вследствие того, что расстояние между рабочими поверхностями валков в направлении винтового движения металла уменьшается. В поперечном сечении очага деформации двухвалкового стана винтовой прокатки можно выделить следую-
щие характерные зоны: топ и т1о1п1 — зоны контакта с рабочими валками, где осуществляется основная деформация металла; r оd и r1 оd1 — зоны контакта с направляющим инструментом, где происходит дополнительная деформация металла, и поd, dот1, п1оr1, d1от — внеконтактные зоны.
В продольном сечении очага деформации можно выделить три зоны (см. рис. 3.5):
1. зона прокатки сплошной заготовки между валками (от сечения I—I до сечения II—II);
2. II— зона раскатки на оправке (от сечения II—II до сечения III—III);
3. III — зона обкатки гильзы (от сечения III— III до сечения IV—IV).
На участке первой зоны происходит первичный захват заготовки валками и под действием сил трения на контактной поверхности металла с валком обеспечиваются вращение и осевое движение заготовки.
На участке раскатки деформация металла происходит по трём осям и подобна процессу прокатки труб на трехвалковых станах, где роль третьего неприводного валка играет оправка. В результате обжатия трубы по стенке от Sx0 до SХ металл раскатывается в направлении вращения и получает удлинение в направлении осевого перемещения. При этом происходит овализация заготовки: вследствие поперечной раскатки металл отходит от оправки во внеконтактной зоне и зоне действия линеек. Каждое поперечное сечение очага деформации приближенно можно представить как овал, малая полуось которого определяется расстоянием ав между валками, а большая — расстоянием между линейками b л. Отношение между этими расстояниями называется коэффициентом овализации:

Этот коэффициент изменяется по длине очага деформации и всегда больше или равен 1. На участке раскатки в зоне контакта с линейками происходит редуцирование стенки трубы, которое тем больше, чем меньше расстояние b лмежду линейками. На участке безоправочного редуцирования трубы деформация металла осуществляется только в зоне контакта металла с валками (контакт металла с линейками отсутствует); на этом участке овальное сечение превращается в круглое.
В процессе прошивки возможна деформация металла во внеконтактных зонах и, кроме того, происходит значительное скручивание металла из-за несоответствия скоростей металла и рабочего валка в каждом поперечном сечении.
При винтовой прокатке соблюдается закон постоянства объема металла

где V1 = F3L3 и VГ =FГLГ — объемы заготовки и гильзы; F3 и FГ — площади поперечного сечения заготовки и гильзы.
Коэффициенты деформации при винтовой прокатке заготовки размером D 3, r3, L3 в гильзу размерами D Г, SГ (толщина), LГ определяют по следующим формулам:
коэффициент осевой вытяжки

коэффициент обжатия по толщине стенки

коэффициент изменения среднего периметра

Логарифмируя произведение коэффициентов деформации, получаем

Отсюда следует, что, по крайней мере, одна из величин деформаций должна иметь отрицательное значение.
Деформации между двумя периодическими воздействиями инструмента — валков при винтовой прокатке — называют частными. В двухвалковых станах шаг подачи — величина осевого перемещения элементарного объема металла за один полуоборот заготовки, в трехвалковых станах - за 1/3 оборота валков.
Раздел. ПРОИЗВОДСТВО СВАРНЫХ ТРУБ
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 4729; Нарушение авторских прав?; Мы поможем в написании вашей работы!