КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Структура технологического процесса и характеристика способов производства сварных труб
|
|
|
|
Процессы и оборудование для подготовки и формовки трубной заготовки
Сварные трубы изготавливают диаметром от 5 до 2520 мм из разных сталей и сплавов.
В зависимости от назначения труб, характеристики и размеров исходного материала сварные трубы получают различными способами, каждый из которых имеет определенные технологические преимущества и недостатки. Все способы производства сварных труб можно классифицировать по двум отличительным признакам:
температуре формуемого металла: формовка холодного листа (все виды современных трубоэлектросварочных агрегатов) и формовка горячего листа (агрегаты непрерывной печной сварки труб);
способу получения окончательных размеров готовых труб: в калибровочных клетях формовочно-сварочных агрегатов или на редукционных станах.
Производство труб на агрегатах печной сварки является специфическим и отличается от всех остальных видов сварочного производства.
Способы производства электросварных труб классифицируются по характеру протекания процесса, количеству и направлению швов на трубах, способу формовки трубной заготовки и способу ее сварки.
По характеру протекания процесса различают непрерывный и дискретный способы производства труб. Непрерывным способом изготавливают прямошовные трубы малых (DT < 114 мм) и средних (DT =114 – 530 мм) диаметров из рулонной стали или отдельных предварительно состыкованных листов. Дискретным способом изготавливают трубы большого диаметра (DT > 530 мм) из отдельных листов или предварительно сваренных листов ("карт"), а также многослойные трубы из обечаек.
По количеству и направлению швов на трубах различают одно- и двухшовные, прямошовные и спиральношовные трубы. Трубы двухшовные с прямым швом выпускают большого диаметра. Выпуск одношовных труб с прямым швом ограничен шириной исходного листа. При производстве труб со спиральным швом обеспечивается получение труб большого диаметра из более узкого листа, однако спиральношовные трубы имеют по сравнению с прямошовными большую протяженность сварного шва и при их производстве используются меньшие скорости выхода трубы из стана.
|
|
|
По способу формовки листовой трубной заготовки различают валковую - при производстве прямошовных труб малого, среднего и большого диаметра; прессовую - при формовке листов в круглую заготовку или листов в полуцилиндры; в станах валково-оправочного или втулочного типов - при производстве спиральношовных труб; на вальцах при формовке листов или предварительно сваренных "карт".
По способам сварки различают производство труб дуговой сваркой под слоем флюса, электросопротивлением, индукционной сваркой, сваркой токами высокой частоты, электросваркой в среде инертных газов, постоянным током, электроннолучевой, плазменной и ультразвуковой сваркой.
По совокупности отличительных технологических признаков трубоэлектросварочные агрегаты условно подразделяют на следующие типы: непрерывные агрегаты для производства труб малого и среднего диаметра от 6,0 до 530 мм без редукционного стана (типоразмеры ТЭСА по действующей в России номенклатуре 6-32, 20-76, 51-114, 102-220, 202-530 мм) или с редукционным станом (типоразмеры 20-114, 51-220 мм); непрерывные агрегаты для производства труб большого диаметра с одним или двумя продольными швами.
Агрегаты для производства сварных труб выполняют в основном одни и те же технологические операции и различаются по способу нагрева и сварки заготовки.
По характеру технологических операций все оборудование можно сгруппировать на четыре основных участка: оборудование для подготовки исходной заготовки; формовочно-сварочное оборудование (возможно разделение на оборудование линии формовки и линии сварки); оборудование для получения труб с заданными параметрами; оборудование для отделки труб.
|
|
|
2. Оборудование подготовительной линии
На подготовительной линии осуществляются следующие технологические операции: правка заготовки, строжка и обрезка кромок полосы (листа) с целью получения точных размеров по ширине и образованию скоса кромок под сварку, очистку кромок от ржавчины и загрязнений.
Оборудование подготовительной линии для производства сварных труб малого и среднего диаметров состоит из разматывателя, правильной машины, установки для обрезки концов полосы, стыкосварочной машины, тянущих роликов, петлеобразователя, дисковых ножниц с кромкокрошителем, проводки с кромкострогательным устройством, подающей машины и вводной проводки формовочно-сварочного стана.
Для создания бесконечной ленты в линии стана устанавливают стыкосварочную машину.
3. Процессы формовки трубной заготовки
Одной из основных операций всех технологических процессов производства сварных труб является формовка трубной заготовки - сворачивание плоской заготовки (листа, ленты, штрипса) в цилиндрическую трубную. Процесс формовки заготовки требует по сравнению с прошивкой (основной операцией в производстве бесшовных труб) значительно меньших энергозатрат, что определяет экономичность производства сварных труб.
Формовка трубной заготовки может осуществляться при обычных температурах металла и с предварительным нагревом. В соответствии с этим различают холодную и горячую формовку. Холодая применяется во всех процессах электросварки труб; горячая - при печной сварке труб.
Холодная формовка заготовки может производиться с образованием щели между свариваемыми кромками по образующей (обычная формовка) или по спирали (спиральная формовка). В зависимости от размеров и назначения заготовки и труб, применяемого метода сварки для обычной холодной формовки (с продольной щелью между кромками) может применяться различное оборудование: гибочные вальцы, прессы и непрерывные валковые станы (рис. 8.3).
|
|
|
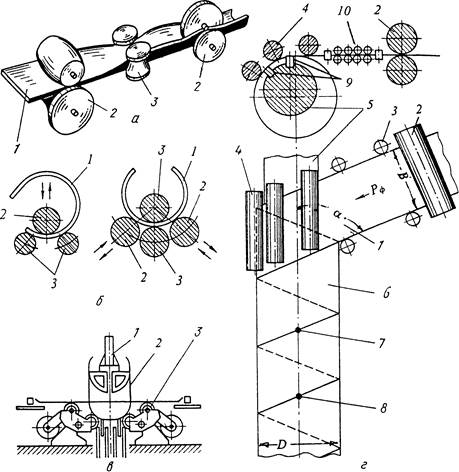
Рис. 8.3. Схемы различных способов формовки труб:
а - валковая формовка труб (1 - формуемая полоса, 2 - валки горизонтальной клети, 3 - валки вертикальной клети); б - формовка труб в трехвалковых и четырехвалковых вальцах (1 - формуемый лист, 2 - подвижной валок; 3 - неподвижный валок); в - формовка труб в прессах (1 - верхняя траверса с пуансоном, 2 - формуемый лист, 3 - нижняя траверса с постелью); г - формовка труб со спиральным швом (1 - формуемая полоса, 2 - задающее устройство, 3 - направляющие ролики - вертикальные и горизонтальные; 4 - валки формовочного устройства, 5 - оправка, 6 - сформованная труба, 7,8- точки приложения соответственно наружного и внутреннего сварочных швов)
Холодную формовку трубной заготовки осуществляют гибкой на вальцах, прессах и непрерывных валковых станах (см. рис. 8.3).
Ширина полосы, спирально свернутой в трубу с периметром L, равна
 . Угол подъема спирали, называемый углом формовки, определяется по формуле:
. Угол подъема спирали, называемый углом формовки, определяется по формуле:

Таким образом, из полосы шириной В можно получить трубы различного диаметра, свертывая ее в спираль под различными углами 𝛼. От выбора угла формовки при производстве спиральношовных труб существенно зависят прочностные свойства и технико-экономические показатели. Оптимальный угол формовки находится в диапазоне 𝛼 = 40 – 66°, т.е. при отношениях ширины полосы к диаметру трубы в пределах 2,35 - 1,25.
При производстве труб большого диаметра иногда применяют формовку заготовки не на прессовом оборудовании, а на специальных формовочных станах
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 3330; Нарушение авторских прав?; Мы поможем в написании вашей работы!