КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологические особенности сварки труб большого диаметра
|
|
|
|
Для производства труб большого диаметра применяется дуговая сварка под слоем флюса. В качестве заготовки при изготовлении труб дуговой сваркой под слоем флюса с прямым швом используют горячекатаную листовую сталь мерной длины 6,0 - 12,5 м, а труб со спиральным швом - горячекатаный лист в рулонах из углеродных и низколегированных сталей. Последовательность технологических операций при сварке прямошовных и спиральношовных труб показана на рис. 9.15.
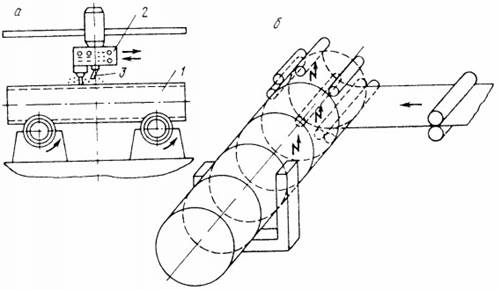
Рис. 9.15. Схема сварки прямошовных (а) и спиральношовных (б) труб под слоем флюса: 1 - свариваемая труба; 2 - сварочный автомат; 3 - подвод флюса
Сварка прямошовных труб осуществляется двумя дугами, горящими в одну ванну. Электроды устанавливаются под углом 1,05 рад к образующей трубы. Скорость сварки наружного шва 160 м/ч, внутреннего шва - 100 - 120 м/ч.
Скорость сварки зависит от толщины стенки трубы:
Сваренная двумя наружными швами заготовка поступает на станы для сварки внутренних швов.
Сваренные трубы проходят ультразвуковой контроль с расшифровкой дефектов на рентгеновских установках и поступают в отделение отделки труб.
Сварка спиральношовных труб (см. рис. 9.15, б) осуществляется тремя сварочными головками. Кромки полосы при их сближении в процессе формовки сваривают вначале внутренней сварочной головкой. При этом для обеспечения качественного шва расстояние между кромками не должно превышать 0,2 - 0,3 мм. Питание сварочной головки осуществляется как постоянным, так и переменным током. Установка трех сварочных головок обеспечивает высокую скорость сварки 1,5 - 2,0 м/мин. Скорость выхода трубы при этом составляет:

где VCВ - скорость сварки.
На современных ТЭСА 530-1420 сварку спиральношовных труб выполняют двухслойной или трехслойной.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 905; Нарушение авторских прав?; Мы поможем в написании вашей работы!