КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы и оборудование для сварки труб малого и среднего диаметров
|
|
|
|
Способы и оборудование для сварки труб
Способы сварки труб имеют различную физическую сущность и разделяются на два вида: сварку давлением (печная, высокочастотная, сопротивлением) и сварку плавлением (дуговая).
Сварка давлением осуществляется путем нагрева кромок трубной заготовки до высоких температур (первый этап) и последующего их сжатия с доведением до совместной пластической деформации (второй этап - собственно сварка). Разные способы сварки давлением отличаются главным образом методом нагрева кромок: при печной сварке нагрев производится теплом сгорания топлива, а затем дополнительно - теплом окисления металла при высоких температурах, при электросварке - теплом, выделяемым при прохождении электрического тока. Сжатие и осадка кромок производятся за счет усилий, возникающих при редуцировании заготовки в круглом калибре. При этом сварочное давление рсв на стыке кромок, представляющее собой нормальное тангенциальное напряжение σθ(рис. 9.1), равное

зависит от среднего давления  на внешнем контуре трубы и, следовательно, от степени деформации по диаметру. Высокая температура и пластическая деформация приводят к оплавлению и разрушению пленок оксидов, покрывающих металл, сглаживанию неровностей поверхностей кромок и выдавливанию оксидов из стыка.
на внешнем контуре трубы и, следовательно, от степени деформации по диаметру. Высокая температура и пластическая деформация приводят к оплавлению и разрушению пленок оксидов, покрывающих металл, сглаживанию неровностей поверхностей кромок и выдавливанию оксидов из стыка.
Сжатие чистых поверхностей металла и интенсивная рекристаллизация при высоких температурах приводят к образованию сварного шва с непрерывной структурной связью кромок. В некоторых случаях температуру нагрева поверхности кромок поднимают до начала оплавления металла, что дополнительно облегчает удаление оксидов из стыка кромок. Размягченный и расплавленный металл, выдавливаемый совместно с оксидами за пределы очага деформации кромок, образует наружный и внутренний грат.
|
|
|
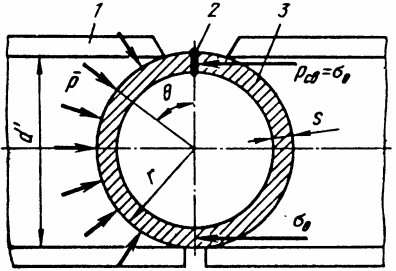
Рис. 9.1. Напряжения в сварочном калибре, обусловливающие сжатие и осадку кромок трубной заготовки (вариант образования калибра двумя вертикальными валками со стыком в зазоре валков): 1 - валок; 2 - стык свариваемых кромок; 3 - трубная заготовка
Сварка давлением принципиально возможна в области температур от начала рекристаллизации до температуры плавления. Однако при установлении практической области сварки трубных швов необходимо учитывать, с одной стороны, что прочность шва возрастает с увеличением температуры, давления в стыке и продолжительности выдержки сварного стыка под давлением, с другой - относительно невысокие допустимые сварочные давления, ограниченные устойчивостью кромок и возможностью их смещения, а также небольшие выдержки под давлением в калибрах трубосварочных станов. При указанных условиях прочный сварной шов может быть получен при температурах, предельно высоких для металла, находящегося в твердом состоянии, и обеспечивающих его высокую пластичность, малое сопротивление деформации, расплавление оксидов, а при необходимости получения усиленного шва - оплавление поверхностей кромок.
Сварка плавлением сопряжена с образованием ванны расплавленного металла (сварочной ванны). Расплавление металла при сварке трубных швов производится за счет тепла электрической дуги между кромками и электродом при температуре более 2000 °С. Плавятся только кромки при использовании неплавящегося вольфрамового электрода (при газоэлектрической сварке) или одновременно кромки и плавящиеся электроды (при сварке под флюсом). Образование сварного шва осуществляется в процессе выхода из зоны действия дуги, остывания и кристаллизации расплавленного металла. Предохранение ванны от контакта с воздухом и окисления металла производится инертным газом или слоем расплавленного флюса. Кромки трубной заготовки при плавлении и остывании ванны удерживаются на постоянном расстоянии друг от друга, а их сдавливание, как при сварке давлением, не производится.
|
|
|
Сварка плавлением по сравнению со сваркой давлением более энергоемка, производится со значительно более низкой скоростью, однако обеспечивает более высокую надежность сварного шва.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 976; Нарушение авторских прав?; Мы поможем в написании вашей работы!