КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
ВВЕДЕНИЕ. Транспорт – важнейшая составная часть производственной инфраструктуры России
|
|
|
|
Транспорт – важнейшая составная часть производственной инфраструктуры России. Его устойчивое и эффективное функционирование является необходимым условием стабилизации, подъема и структурной перестройки экономики. Ввиду большой инерционности транспортной системы, связанной с высокой капиталоемкостью, продолжительными сроками строительства и реконструкции крупных транспортных объектов и создание новых типов технических средств, задачи в области транспорта должны быть рассмотрены не только не только на ближайшую перспективу, но и на более отдаленные сроки.
Россия располагает всеми современными видами транспорта.
Одним из основных недостатков российского транспорта является низкий технический уровень и неудовлетворительное состояние его производственной базы.
Состояние многих технических средств транспорта подошло к критическому уровню.
Вследствие этого за последние годы возникли определенные ограничения транспортно-экономических связей. Перевозки на дальние расстояния многих видов продукции стали невыгодными.
Важное значение имеет улучшение качественных показателей перевозок и снижение их ресурсоемкости, а также расширение спектра предоставляемых услуг.
Актуальными остаются вопросы улучшения транспортного обслуживания отдельных регионов, особенно северных, подготовки транспорта к работе в чрезвычайных ситуациях, требующих заблаговременного создания соответствующих резервов.
Экономические преобразования в транспортной отрасли могут дать существенный эффект только при значительном повышении технического уровня этой отрасли, для чего необходимы модернизация и обновление производственной базы всех видов транспорта.
ОГЛАВЛЕНИЕ
1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
ВВЕДЕНИЕ
1.1 Техническая документация 2
1.2 Разработка маршрутов ремонта выпускной трубы в сборе
двигателя ЗМЗ-66 3
1.3 Выбор рациональных способов установления дефектов
по принятому маршруту 6
1.4 разработка схем технологического процесса. 7
1.5 маршрутная карта технологического процесса. 8
1.6 Расчет операций технологического процесса 12
2 КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Описание конструкций приспособления 21
2.2 Инструкции 21
Список литературы 22
 1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Технологическая документация
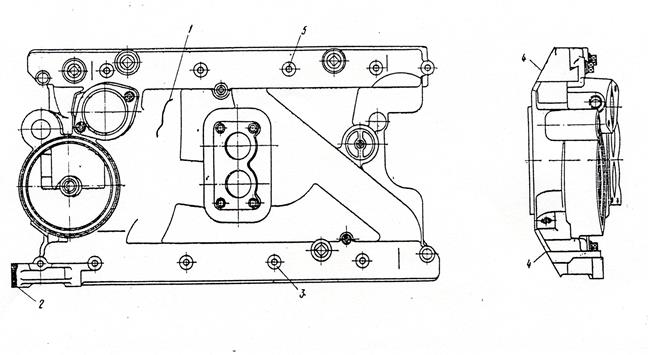
Карта на дефектацию впускной трубы в сборе двигателя ЗМЗ-66
| Эскиз смотри на стр. 5 | Деталь: Труба впускная в сборе | |||||||
| № детали: 66-1008014 | ||||||||
| Материал: Алюминиевый сплав АЛ4 ГОСТ 2685-53 | Твердость: НВ-130 | |||||||
| Обоз- наче- ние по эскизу | Наименова- ние дефек- тов | Способ установления Дефекта и змеритель- ные инструменты | Размеры, мм | Заключение | ||||
| но- ми- наль- ный | До- пус- ти- мый без ре- мон- та | До- пус- ти- мый для ре- мон- та | ||||||
| Трещины любого ха- рактера и расположе- ния | Осмотр. Испытание водой под давлением 3-4 кг/см2 | -- | -- | -- | Ремонтировать. Заварка или заделка эпоксидными смолами. Браковать при трещинах неподдающихся ремонту. | |||
| Обломы на трубе | Осмотр | -- | не зах- ваты- ваю- щие внут- рен- ней по- лос- ти | -- | Ремонтировать. Наплавка. Браковать при обломах, захватывающих внутреннюю полость трубы. | |||
 1 1
| ||||||
| Выработка опорных поверхностей под гайки шпилек креп- ление трубы | -- | -- | -- | Ремонтировать. Зенкование поверхностей | ||
| Коробление поверхностей сопряжения с головками цилиндров | Проверочная плита. Щуп 0.2 мм. | 0.1 | 0.2 | Бо- лее 0.2 | Ремонтировать. Фрезерование поверхностей и постановка компенсирующих прокладок. | |
| Течь воды через отверстие под шпильки Крепления трубы | Испытание водой под давлением 3-4 кг/см2 | -- | -- | -- | Ремонтировать. Постановок втулок. | |
| - | Резьбы: М4 М6 М8 М10 М18х1,5 К318 |
1.2 разработка маршрутов ремонта впускной трубы в сборе двигателя ЗМЗ-66
МАРШРУТ №1
1 Обломы на трубе
2 Выработка опорных поверхностей под гайки шпилек крепления трубы
3 Течь воды через отверстие под шпильки крепления трубы
4 Трещины любого характера и расположения
МАРШРУТ №2
1 Коробление поверхностей сопряжения с головками цилиндров
Заключение: для разработки технологического процесса принять маршрут №1, так как в данный маршрут включены дефекты часто встречающиеся в процессе эксплуатации.
 1.3 Выбор рациональных способов устранения дефектов по принятому маршруту
1.3 Выбор рациональных способов устранения дефектов по принятому маршруту
1 Обломы на трубе
а) Аргонно-дуговая сварка
б) Ацетилено-кислородная сварка
Заключение: рациональный - способ а), так как получается высокое качество сварочного шва (отсутствие пор и раковин); небольшая зона термического влияния; снижение потерь энергии дуги на светоизлучение, так как аргон задерживает ультрафиолетовые лучи.
2 Выработка опорных поверхностей под гайки шпилек крепления трубы
а) Аргонно-дуговая сварка
б) Постановка дополнительных ремонтных деталей (ДРД)
в) Металлизация
Заключение: рациональный – способ а).
3 Течь воды через отверстие под шпильки крепления трубы
а) Аргонно-дуговая сварка
б) Постановка ДРД
в) Заделка эпоксидным составом
Заключение: рациональный – способ а).
4 Трещины любого характера и расположения
а) Аргонно-дуговая сварка
б) Постановка ДРД
в) Штифтование
г) Заделка эпоксидным составом
Заключение: рациональный – способ а).
Заключение: рациональный – способ а), так как с его помощью можно устранить все встречающиеся дефекты. Он является самым качественным, производительным и экономичным.
1.4 Разработка схем технологического процесса
СХЕМА 1
| п/п Наименование дефектов | Способ устранения дефектов | п/п | ТП | Наименование и содержание операции | Установочная база |
| 1 Обломы на трубе | Аргонно-дуговая сварка | Слесарная. Зачистить место облома Сварочная. Произвести наплавку Слесарная. Обработать наплавленный металл | Плоскость разъема впускного трубопровода с карбюратором - - - - - - |
СХЕМА 2
| п/п | Наименование дефектов | Способ устранения дефектов | п/п | ТП | Наименование и содержание операции | Установочная база |
| Выработка опорных повер- хностей под гайки шпилек крепления трубы | Аргонно-дуговая сварка | Сварочная. Наварить поверхность Слесарная. Обработать под уровень с плоскостью трубопровода | Плоскость разъема впускного трубопровода с карбюратором |
СХЕМА 3
| п/п | Наименование дефекта | Способ устранения дефекта | п/п | ТП | Наименование и содержание операции | Установочная база |
| Течь воды через отверстия под шпильки крепления трубы | Аргонно-дуговая сварка | Сварочная. Заварить изношенное отверстие Слесарная. Обработать под уровень с глубиной отверстия Сверлильная. Просверлить отверстие в наваренном металле | Плоскость разъема впускного трубопровода с карбюратором - - - - - - |
 СХЕМА 4
СХЕМА 4
| п/п | Наименование дефекта | Способ устранения дефекта | п/п | ТП | Наименование и содержание операции | Установочная база |
| Трещины любого характера и расположения | Аргонно-дуговая сварка | Слесарная. Разделать и зачистить трещину Сверлильная. Просверлить отверстие по концам трещины Сварочная. Заварить трещину Слесарная. Обработать шов | Плоскость разъема впускного трубопровода с карбюратором - - - - - - - - - | |||
| Контрольная. Произвести контроль качества ремонта впускного коллектора в соотвествии с требованиями технических условий на капитальный ремонт автомобиля ГАЗ-53А |
 1.6 Расчет операций технологического процесса
1.6 Расчет операций технологического процесса
Слесарная
Переход 1 Зачистить место облома по периметру 70 мм
Переход 2 Зачистить трещину длиной 70 мм
Переход 3 Разделить трещину длиной 70 мм под углом 60-120 градусов и глубиной 2/3*Н
Переход 1
Расчет неполного оперативного времени
Тноп1 = Тнор2 * К, мин
где Тнор – нормативное время (1, с. 19);
К – результирующий коэффициент, учитывающий удобство и конкретные условия обработки деталей. Определяется как произведение всех принятых коэффициентов.
К= К1 * К2
где К1 – коэффициент, учитывающий свойства обрабатываемого материала (1, с.19);
К2 – коэффициент, учитывающий доступность обрабатываемой поверхности (1, с. 19)
К = 0,7 *1 = 0,7
Тноп1 = 0,112 * 0,7 = 0,0784 мин
Переход 2
Тноп2 = Тнор2 * К, мин
К = К1 * К2
К = 0,7 * 1 = 0,7
Тноп2 = 0,112 * 0,7 = 0,0784 мин
Переход 3
Тноп3 = Тнор3 * К, мин
К = К1 * К2 * К4
где К1 – коэффициент, учитывающий свойства обрабатываемого материала (1, с. 8);
К2 – коэффициент, учитывающий вид канавки (1, с. 8)
К4 – коэффициент, учитывающий удобство выполнения работы (1, с. 8).
 К = 0,6 * 1 = 0,6
К = 0,6 * 1 = 0,6
Тноп3 = 0,19 * 0,6 = 0,114 мин.
1 Расчет штукатурного времени
Тш = (Тву + Тноп + Тноп2 + Тноп3) * (1 + Х/100), мин.
где Тву – норматив вспомогательного времени, связанного с установкой, закреплением и снятием детали, мин (1, т. 21);
Х – величина процентного отношения времени обслуживания рабочего места и отдыха исполнителя от величены оперативного времени (1, т. 22).
Тву = Тву1 + Тву2, мин.
где Тву1 – норматив вспомогательного времени, связанного с установкой, закреплением детали, мин.;
Тву2 – норматив вспомогательного времени, связанного со снятием детали, мин.
Тву1 = Тву1.1 * К, мин.
где К – коэффициент, учитывающий характер крепления (1, с. 26).
Тву1 – 0,26 * 1,4 = 0,364 мин.
Тву2 = Тву2.2 * К, мин.
Тву2 = 0,14 * 1,4 = 0,196 мин.
Тву = 0,364 + 0,196 = 0,56 мин.
Тш = (0,56 + 0,0784 + 0,0784 + 0,0114) * (1+ 6/ 100) = 0,881 мин.
2 Определение величины подготовительно-заключительного времени
Тпз = 2,5 мин.
3 Расчет сменной нормы выработки рабочего
Нв = (Тсм – Тпз) / Тш, штук
где Тсм – продолжительность смены, мин.
Нв = (480 – 2,5) / 0,881 = 542 штук
5  Расчет технически обоснованной (штучно-калькуляционной) нормы времени
Расчет технически обоснованной (штучно-калькуляционной) нормы времени
Тн = Тш + Тпз / Нв, мин.
Тн = 0,881 + 2,5/542 = 0,886 мин.
Сверлильная
 Переход 1 Сверлить отверстие Ø 8 мм. на конце трещины
Переход 1 Сверлить отверстие Ø 8 мм. на конце трещины
Переход 2 Повторить переход 1 для другого конца трещины
Переход 1
1 Этап. Расчет режимов обработки
1 Расчет глубины резания
t = Д/2, мм
где Д- диаметр сверла, мм
t = 8/2 = 4, мм.
2 Определение теоретической скорости резания
Vт = Vтаб * К, м/мин.
где Vтаб – табличная величина скорости резания (2, т.7);
К – результирующий коэффициент.
К = К1 * К2 * К3 * К4
где К1 - коэффициент, учитывающий свойства обрабатываемого материала (2, т. 11)
К2 – коэффициент, учитывающий материал инструмента (2, т. 12);
К3 – коэффициент, учитывающий длину отверстия (2, т. 14);
К4 – коэффициент, учитывающий форму заточки сверла (2, т. 14).
К = 4,5 * 0,8 * 1 * 1 = 3,6
Vт = 41,1 * 3,6 = 147,96 м/мин
4 Расчет числа оборотов шпинделя станка
Теоретическое число оборотов шпинделя
Nт = 1000 * Vт/П * Д, об/мин.
где Д – диаметр режущего инструмента (сверла), мм
nт = 1000 * 147,96 /3,14 * 8 = 5890 об/мин.
Фактическое число оборотов шпинделя
 Nф = 1100 об/мин (3)
Nф = 1100 об/мин (3)
5 Расчет фактической скорости резания
Vф = П * Д * nф/100, м/мин
Vф = 3,14 * 8 * 1100/1000 = 27,63 м/мин
6 Проверка станка на процент использования мощности
а) Определение величины мощности принятого станка
Nр = 0,8 (2, т. 23)
б) Определение эффективной мощности принятого станка
Nэф = Nдв * η, Квт
где Nдв - мощность главного электродвигателя, Квт (3);
η – коэффициент полезного действия (КПД) станка (0,7).
Nэф = 4,5 * 0,7 = 3,15 Квт
в) Определение процента использования мощности станка
Δ = (Nр/Nэф) *100%
Δ = (0,8/3,15) * 100% = 25,4 %
2 Этап. Расчет норм времени
1 Расчет основного времени
То1 = (l + у) / nф * Sф, мин.
где l – длина обрабатываемой поверхности, мм;
у – величина врезания и перебега инструмента, мм (2, т. 28).
То1 = (6 + 5)/ 1100 * 0,115 = 0,087 мин.;
То1 = То2;
То = 2 * То1;
То = 2 * 0,087 = 0,174 мин.
2 Расчет вспомогательного времени
Тв = Твп + Тву, мин.
где Твп – вспомогательное время, связанное с переходом, мин. (2, т. 29);
Тву – вспомогательное время, связанное с установкой детали, мин (2, т. 30).
Тв = 0,12 + 0,65 = 0,77 мин.

3 Расчет оперативного времени
Топ = То + Тв, мин
Топ = 0,174 + 0,77= 0,944 мин.
4 Расчет времени обслуживания рабочего места и отдыха исполнителя
Тобс = Топ * К/100, мин.
где К – величина процента на обслуживание рабочего места и на отдых, % (2, т. 31).
5 Расчет штучного времени
Тш = Топ + Тобс, мин
Тш = 0,944 + 0,047 = 0,991 мин.
6 Определение величины подготовительно-заключительного времени
Тпз = 5 мин. (2, т. 32)
7 Расчет сменной нормы выработки рабочего
Нв = (Тсм – Тпз) / Тш, штук
где Тсм – продолжительность рабочей смены
Нв = (480 – 5)/ 0,991 = 479 штук
8 Расчет технически обоснованной (штучно-калькуляционной) нормы времени
Тш.к = Тш + Тпз/Нв, мин.
Тш.к = 0,991 + 5/ 479 = 1 мин.
Сварочная
 Переход 1 Заварить трещину длиной 70 мм, глубиной 10 мм.
Переход 1 Заварить трещину длиной 70 мм, глубиной 10 мм.
Переход 2 Заварить отверстие под шпильку Ø 12 мм, глубиной 20 мм.
Переход 3 Наварить поверхность под гайки шпилек крепления трубы, Ø40мм
Переход 1
1 Расчет основного времени
То = 60 * G * А * и/1 * αн,, мин.
где G – вес наплавленного металла в граммах;
А – коэффициент, учитывающий длину сварного шва (4, т. 7);
М – коэффициент, учитывающий положение шва в пространстве, а при газовой сварке, кроме того, учитывает свариваемый и присадочный материал (4, т. 8);
1 – величина сварного тока, ампер;
αн – коэффициент наплавки (4, т. 9)
G = V * γ, грамм
где V – объем наплавленного металла, см3;
γ –плотность наплавленного металла, г/см3 (алюминий –2.7 г/см3).
V = F *l, см3
где F – площадь поперечного сечения наплавленного шва, см2 (4, т. 6);
l – длина сварного шва, см.
V = 0,22 * 7 = 0,54 см3
G = 1,54 * 2,7 = 4,158 грамм
I = К * d, ампер
где К – коэффициент, равный 40;
d – диаметр электрода, мм.
I = 40 * 5 = 200 ампер
То1 = 60 * 4,158 * 1,3 * 1 \200 * 12 = 0,135 мин.
2 Расчет вспомогательного времени
 Тв1 = 0,9 мин.
Тв1 = 0,9 мин.
где Тв1 – вспомогательное время связанное со швом (осмотр, очистка, удаление шлаковой корки, измерения), мин. (4, т. 10, 11)
Переход 2
То2 = 60 * G * А * м/1 * αн, мин.
G = V * γ, грамм
V = F * l, см3
где F – площадь завариваемого отверстия, см2;
l – глубина отверстия, см.
F = П * r2, см2
где r - радиус завариваемого отверстия;
П – 3,14
F = 3,14 * (0,6)2 = 1,13 см2
V = 1,13 * 2 = 2,26 см3
G = 2,26 * 2,7 = 6,1 грамм
То2 = 60 * 6,1 * 1 * 1 \200 *12 = 0,153 мин.
Тв2 = 0,9 мин.
где Тв2 – вспомогательное время связанное со швом, мин. (4, т. 10, 11).
Переход 3
То3 = 60 * G * А * м/1 * αн, мин.
G = V * γ, грамм
V = F * l, см3
F = П * r2, см2
F = 3,14 * 22 = 12,56 см2
V = 12,56 * 0,78 = 9,82 см3
G = 9,82 * 2,7 = 26,5 грамм
То3 = 60 * 26,5 * 1/200 * 12 = 0,663 мин.
Тн3 = 0,9 мин
где Тн3 – вспомогательное время связанное со швом, мин. (4, т. 10, 11).
1 Расчет общего основного времени
 То = То1 + То2 + То3, мин.
То = То1 + То2 + То3, мин.
То = 0,135 + 0,153 + 0,663 = 0,951 мин.
2 Расчет вспомогательного времени
Тв = Тв1 + Тв2 + Тв3 + Тв4, мин.
где Тв4 - вспомогательное время связанное с деталью (укладка на сварочный стол и снятие со стола, повороты и перевороты, стыкование и закрепление свариваемых деталей), мин (4, т. 12)
Тв = 0,9 + 0,9 + 0,9 + 0,4 = 3,1 мин.
3 Расчет оперативного времени
Топ = То + Тв, мин
Топ = 0,951 + 3,1 = 4,051 мин.
4 Расчет дополнительного времени
Тдоп = Топ * Кдоп/ 100, мин
где Кдоп – величина процента дополнительного времени, учитывающего обслуживание рабочего места и отдых исполнителя. % (4, т. 14).
Тдоп = 4,051 + 13/100 = 0,5266 мин.
5 Расчет штучного времени
Тш = Топ + Тдоп, мин.
Тш = 4,051 + 0,5266 = 4,577 мин.
6 Определение величины подготовительно-заключительного времени
Тпз = 10 мин (4, т. 15)
7 Расчет сменной нормы выработки рабочего
Нв = (Тсм – Тпз)/Тш, штук
8 Расчет технически обоснованной (штучно-калькуляционной) нормы времени
Тн = Тш + Тпз/Нв, мин.
Тн = 4,577 + 10/103 = 4,674 мин.
СПИСОК ЛИТЕРАТУРЫ
 1 «Методическое указание по техническому нормированию слесарных и слесарно-сборочных работ» ОАТТ, Омск 1988 г.
1 «Методическое указание по техническому нормированию слесарных и слесарно-сборочных работ» ОАТТ, Омск 1988 г.
2 «Методическое указание по техническому нормированию сверлильных, фрезерных работ» ОАТТ, Омск 1988 г.
3 «Паспортные данные вертикально-сверлильного станка модели 2А 135
4 «Методическое указание по техническому нормированию ручных сварочных работ» ОАТТ, Омск 1988 г.
5 «Металлорежущий инструмент» Меламед В.И.
6 «Технические условия на капитальный ремонт автомобиля ГАЗ-53»
Издательство «Транспорт», Москва 1968 г.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 425; Нарушение авторских прав?; Мы поможем в написании вашей работы!