КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Немеханизированные закалочные баки
|
|
|
|
ОБОРУДОВАНИЕ ДЛЯ ОХЛАЖДЕНИЯ
Обычные охладители при термической обработке (вода, водные растворы солей или масло) находятся в закалочных баках. Различаются три вида закалочных баков: немеханизированные, механизированные бесконвейерные и конвейерные.
К немеханизированным бакам относятся баки, не имеющие специальных устройств для выдачи охлажденных деталей на воздух. Эти баки изготовляют с помощью сварки прямоугольной, квадратной или цилиндрической формы из листовой малоуглеродистой стали толщиной 4—6 мм. Размер баков определяется размерами закаливаемых деталей. Габариты немеханизированных закалочных баков, предназначенных для закалки мелких и средних деталей, могут быть 1200X700x800 или 600x700x800 мм.
Баки устанавливают обычно на полу цеха. При большой высоте их углубляют в землю так, чтобы высота над уровнем пола цеха не превышала 800—900 мм. Часто применяют сдвоенные баки для воды и масла: в этом случае бак размером 1200x700 Х Х 800 мм разделяется перегородкой на две половины размером 600X700X800 мм.
При закалке мелких деталей иногда применяют передвижные закалочные баки. В этом случае бак размерами 300x300x400 мм или сдвоенный бак монтируют на тележке.
Для крупных деталей размеры закалочного бака по длине, ширине и высоте могут достигать 3—4 м и более.
При шахтных закалочных печах устанавливают обычно цилиндрические баки высотой, немного превышающей высоту рабочего пространства печи. Высота такого бака над уровнем пола находится в соответствии с высотой шахтной печи над уровнем пола. Немеханизированные баки разделяют на две группы: баки без охлаждения и баки с охлаждением закалочной жидкости.
Закалочные баки без охлаждения закалочной жидкости просты по конструкции: их применяют при закалке мелких деталей, т. е. в условиях, когда охлаждающая жидкость нагревается незначительно.
|
|
|
В баках с охлаждением закалочной жидкости применяют различные способы охлаждения, например, путем установки в баке
| Рис. 99. Немеханизированные горизонтальные закалочные баки: а — закалочный бак; б — бак с распылением масла для ковочных штампов; / — слив масла; 2 — устройство для отсоса паров; 3 —трубы для подвода масла; 4 — коллекторы; 5 —трубы для распыления; 6 — предохранительная рама; 7 — патрубок для верхнего слива масла |
змеевика с циркулирующей холодной водой или циркуляцией самой жидкости с охлаждением ее в маслоохладителе.
 Конструкции немеханизированных баков показаны на рис. 99.
Конструкции немеханизированных баков показаны на рис. 99.
б)
§ 39. МЕХАНИЗИРОВАННЫЕ БЕСКОНВЕЙЕРНЫЕ И КОНВЕЙЕРНЫЕ БАКИ
Для крупногабаритных штампов и деталей применяют водо-воздушное охлаждение. Исследованиями было установлено, что можно получить водовоздушное охлаждение, соответствующее охлаждению в масле или в воде, или на воздухе [5]. Так, например, охлаждение слабо увлажненным воздухом с расходом воды 20 л1ч эквивалентно охлаждению в масле. Для массивных штампов из стали 5ХНВ максимальный расход воды 100 л/ч, при этом оптимальное расстояние от распылителя до охлаждаемой поверхности 500 мм; давление воздуха 3 атм. На рис. 100 показана камерная установка ХКД (X — холодильник, К — камера, Д — выдвижная тележка) для водовоздушного охлаждения.
Штамп / (весом 5—25 т и толщиной 400—700 мм) из закалочной печи устанавливают на тележку 2, которая с помощью лебедки 3 передвигается по рельсам в камеру охлаждения 4. Охлаждение рабочей поверхности штампа ведется форсунками-распылителями 5, количество которых определяется по активной поверхности охлаждения; при необходимости могут быть включены форсунки-распылители и с противоположной стороны. Для более равномерного охлаждения форсунки-распылители совершают поступательно-возвратное движение от толкателя 6. Боковые торцы штампа можно предохранить от охлаждения с помощью экранов 7 и 8. На щите 9 управления находятся мано-
|
|
|
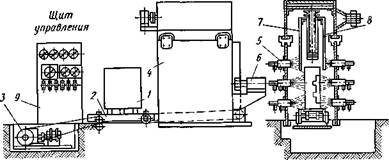
Рис. 100. Механизированная камера с выдвижной тележкой для водовоздушного охлаждения больших штампов и других крупногабаритных
деталей
метры, реле времени и другие приборы. Стойкость штампов, закаленных водовоздушной смесью, повышается в 2—3 раза. Техническая характеристика камеры ХКД следующая: давление воздуха 1,5—2,0 кГ/см2, давление воды 1,5—2,0 кГ/см2, расход воздуха на одну форсунку-распылитель 60 м3/ч, воды 0,1 м3/ч, расстояние от форсунок распылителей до охлаждаемой поверхности 500 мм, активная поверхность охлаждения на одну форсунку-распылитель 0,5—0,2 м2.
Для непосредственной закалки после газовой цементации в толкательных печах и для закалки с нагревом деталей в толка-тельных печах на поддонах применяют механизированные бесконвейерные закалочные баки (рис. 101), представляющие собой обычный закалочный бак, в котором установлен стол с отверстиями в крышке. При помощи пневматической системы стол может опускаться, покачиваться и подниматься по направляющим. Масло перемешивается механической мешалкой. В случае загорания масла предусмотрена подача на ее поверхность нейтрального газа. Охлаждение деталей в механизированном баке производится следующим образом. Поддон с нагретыми деталями устанавливается на стол, затем с помощью пневматического цилиндра стол опускается в масло и покачивается, После ох-
лаждения деталей поворотом воздушного крана воздух подается в цилиндр и стол поднимается. Производительность механизи рованного бака у печи газовой цементации при закалке в масле охлаждающемся в маслоохладителе, составляет 225-300 ке/ч Расход воздуха равен 0,6 м3н.
В безмуфельных агрегатах для газовой цементации механи-
| 1330 |
 зированные бесконвейерные баки представляют собой сложную конструкцию (рис. 102, а). Вытаскиватель / устанавливает под-
зированные бесконвейерные баки представляют собой сложную конструкцию (рис. 102, а). Вытаскиватель / устанавливает под-
дон 2 с деталями после цементации и подстуживания на приемный стол з закалочного бака. Затем с помощью гидравлического устройства стол вместе с поддоном плавно опускается по направляющим в масло закалочного бака 4. В нижней части бака гидравлический толкатель 5 передвигает поддон внутри закалочного бака и устанавливает его на другой подъемный стол, который при помощи специального механизма поднимается вверх, и далее толкатель передает поддон на промывку и отпуск
|
|
|
Механизированный бак более сложной конструкции в прямоточном безмуфельном агрегате для газовой цементации приведен на рис. 102, 6. Этот масляный бак имеет цилиндрическую форму и снабжен поворотным столом. При очередной разгрузке печи поддон с деталями устанавливается ползушкой-вытаскивателем 1 связанным со штоком гидравлического цилиндра, на стол 3 Одновременно действуют две ползушки. В этот момент автоматически включается другой гидравлический цилиндр, и шток его перемещает рейку, которая поворачивает колесо. На одном валу
с колесом находится блок, несущий цепь стола. При повороте колеса стол опускается в положение/. Когда стол находится в ниж-нем крайнем положении, срабатывает следующий гидравлический механизм, и шток цилиндра перемещает вторую рейку. В результате этого стол поворачивается на 180° в положение //. Подъем
 стола происходит с помощью второго гидравлического цилиндра при обратном ходе поршня. При следующем тол-
стола происходит с помощью второго гидравлического цилиндра при обратном ходе поршня. При следующем тол-
Рис.402. Механизированные закалочные баки в безмуфельных агрегатах газовой цементации и нитроцементации
кании поддон попадает в моечную машину, а на другую сторону стола'ползушкой-вытаскивателем устанавливается новый поддон из цементационной печи, и процесс повторяется.
Для ступенчатой закалки в горячем масле из безмуфельных агрегатов используют бак, показанный на рис. 102, в. Масло нагревается вертикальными нагревателями; для равномерного нагрева масло перемешивается двумя крыльчатками
 В массовом и крупносерийном производстве применяют также конвейерные закалочные баки. Такие баки обозначаются цифрами, указывающими ширину и длину в дм. Скорость конвейерной ленты может меняться от 0,17 до 0,5 м/сек. Время пребывания деталей в баках 2—15 мин.
В массовом и крупносерийном производстве применяют также конвейерные закалочные баки. Такие баки обозначаются цифрами, указывающими ширину и длину в дм. Скорость конвейерной ленты может меняться от 0,17 до 0,5 м/сек. Время пребывания деталей в баках 2—15 мин.
|
|
|
Рис. 103. Конвейерный закалочный бак
Бак 1 (рис. 103) представляет собой сварную конструкцию. Масло от централизованной системы подводится в бак через патрубок 12. Отвод горячего масла происходит через патрубок 8. Кроме того, у дна бака имеется аварийный патрубок 11для слива масла. Эти патрубки размещены на торцовых стенках бака. Дополнительное охлаждение масла в баке производится с помощью уложенных по длинным стенкам бака змеевиков 9, в которых циркулирует вода. Транспортируют закаленные детали на конвейере 7, состоящем из коробчатых звеньев. Конвейерная лента натянута на два барабана. Натяг ленты осуществляется весом обратной ветви конвейера. Ведущий вал барабана 6 расположен в верхней части конвейера, он работает от привода 4, ведомый вал 10 находится в нижней части конвейера.
Бак снабжен устройством 3 для отсоса масляных паров, а также подводом и отводом пара на случай воспламенения масла. На остове 2 бака установлен щит управления 5 и прибор для измерения температуры.
ГЛАВА VIII ЗАКАЛОЧНЫЕ МАШИНЫ
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 2243; Нарушение авторских прав?; Мы поможем в написании вашей работы!