КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Закалочный пресс для зубчатых колес, закалочные машины карусельного типа и для кулачковых валиков
|
|
|
|
Закалочные машины служат не только для равномерного охлаждения детали, но и для усиленного или более слабого охлаждения отдельных ее частей. В машинах деталь для уменьшения ее коробления или деформации при закалке обычно зажимается между плоскостями, штампами или роликами.
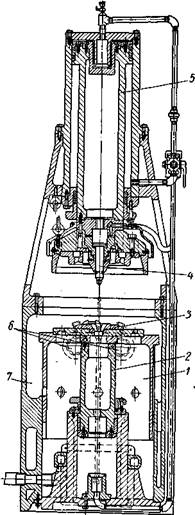
Пресс для закалки зубчатых колес заднего моста автомобиля, больших колец диаметром 170—630 мм и дисков показан на рис. 104. Этот пресс имеет индекс ПШЗ. Закалка в прессе производится в штампах. Работа пресса осуществляется при помощи сжатого воздуха (давлением 5—6 атм); расход сжатого воздуха от 0,4 до 0,7 м3/мин; прессом управляют с помощью одного рычага, связанного с четырехходовым краном. Работа производится следующим образом.
Сжатым воздухом поднимается нижний 1 и верхний 5 плунжеры. Нижний плунжер несет на себе цилиндр 2, на верхней части цилиндра находится матрица со втулкой 3, состоящая из отдельных сегментов. На матрицу укладывается закаливаемое зубчатое колесо. В нижней части верхнего плунжера закреплен штамп 4 с направляющим пуансоном. При опускании верхнего штампа этот пуансон входит во втулку 3 и раздвигает сегменты до упора, прижимая их к зубчатому колесу. Снаружи колесо также зажато верхним штампом. Такое положение колеса и равномерное охлаждение его маслом предохраняет колесо от деформации. Масло поступает в нижний резервуар пресса под цилиндр 3, откуда оно выходит в резервуар 7 через восемь боковых отверстий и сливается в трубы 6. После посадки нагретого зубчатого колеса в матрицу опускается верхний плунжер 5, зажимающий колесо в штампах, далее из-под нижнего плунжера 1 выпускается сжатый воздух, и цилиндр 3 медленно опускается. Вместе с ним погружается в масло и колесо в зажатом состоянии. Масло омывает боковые поверхности зубьев колеса, после чего сливается в трубы 6. После окончания охлаждения колеса верхний плунжер 5 поднимается, и вслед за ним поднимается нижний плунжер 1, и зубчатое колесо выходит из масла. Производительность такого пресса 40—50 зубчатых колес в час. В других конструкциях таких
|
прессов используют несколько позиций для обработки зубчатых колес и автоматическую загрузку и разгрузку.
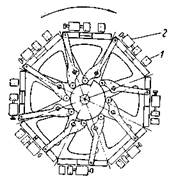
Закалочная машина карусельного типа предназначена для закалки малогабаритных деталей и состоит из семи закалочных
|
вертикальных прессов, расположенных по окружности.
Каждый пресс состоит из двух гидравлических цилиндров, на штоках которых установлены верхний и нижний штампы. Работа каждого пресса аналогична работе описанного выше. Деталь находится в зажатом состоянии в течение полного оборота. Укладка новой нагретой детали производится после снятия со штампов закаленной детали. При нормальной работе машины разгрузка и загрузка может производится через каждые 10 сек.
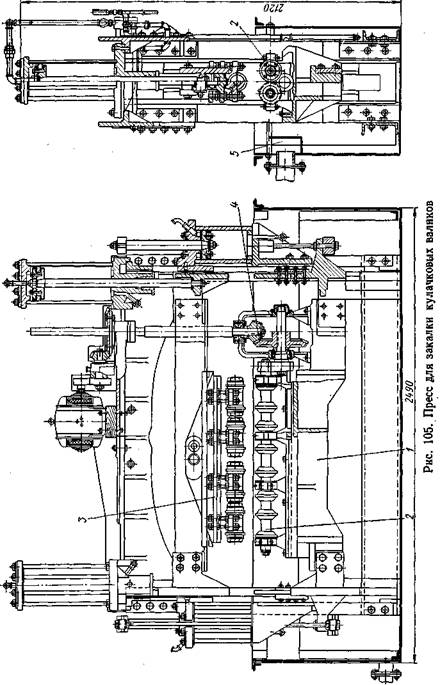
Другим типом закалочной машины является пресс для закалки осевых деталей, например, кулачковых валиков (рис. 105). Закалка производится в зажатом состоянии между вращающимися роликами, которые погружаются в воду или раствор с каустической содой или масло. Эти машины обозначаются индексом ПРЗ (П — пресс, Р — роликовый, 3 — закалочный).
| Рис. 104. Закалочный пресс для зубчатых колес |
В железный бак установлена неподвижная станина машины. Размер бака 700x820х2490 мм. Станина имеет две траверсы. На нижней подвесной траверсе 1 в подшипниках установлены два вала 2 с роликами. Валы приводятся во вращение от электродвигателя.
На той же станине, подвешена верхняя траверса 3 со свободно вращающимися роликами. Бак заполняется водой или раствором каустической соды до уровня перелива 5.
Перед установкой в машину нагретого валика включается электродвигатель, от которого с помощью конической передачи 4 приводятся во вращение два вала нижней траверсы. Одновременно
с помощью масляного центробежного насоса подается масло в два верхних и два. боковых цилиндра, предназначенных для поднятия и опускания траверс. Затем при повороте рукоятки масляного клапана поднимаются поршни цилиндров и обе траверсы. Нагретый валик укладывается на вращающиеся ролики нижних валов и прижимается роликами верхнего вала. При нажатии педали, связанной рычагом с клапаном, обе траверсы опускаются вниз, причем валик, зажатый между роликами, вращается, в результате чего происходит его равномерное охлаждение. В таком состоянии валик находится в течение 1—1,5 мин, а затем траверсы поднимаются, и валик извлекается из машины.
§ 41. ГИБОЧНО-ЗАКАЛОЧНАЯ МАШИНА ДЛЯ РЕССОРНЫХ ЛИСТОВ
Для закалки и одновременной гибки рессорных листов применяют закалочные машины барабанного типа (рис. 106), состоящие из периодически вращающегося шести-, восьми- или десятигранного барабана. Барабан устанавливается в конвейерном закалочном баке так, что ось его вращения находится несколько
|
ниже уровня масла в баке. На каждой грани барабана в установленных траверсах имеется пара штампов с ребрами или с выступающими переставными зажимными болтами. Верхняя траверса подвижная, а нижняя неподвижная.
| Рис. 106. Гибочно-закалочная машина для рессорных листов |
Работа на гибочно-закалочной машине производится следующим образом. Нагретый лист рессоры вынимается из закалочной печи и укладывается на нижний неподвижный штамп /. Затем нажатием педали верхний штамп 2 опускается на нижний, прижимает и сгибает лист рессоры, придавая ему форму, соответствующую линии разъема штампов. При этом на листе происходит также выдавливание центрирующих кнопок. После этого барабан поворачивается на определенный угол, и лист рессоры в согнутом и зажатом положении погружается в масло. Конструкция штампов такова, что масло свободно проходит между штампами и интенсивно охлаждает зажатый лист рессоры. Барабан приводится во вращение электродвигателем через зубчатую передачу, и редуктор с помощью эксцентриков передает движение рычагам автоматических штампов. На следующий штамп загружается второй лист, и операция повторяется. Для мелких листов небольшой длины на одной траверсе устанавливают два штампа.
Барабан поворачивается вокруг своей оси на некоторый угол (для восьмигранного барабана на 45°, для десятигранного на 36°). Первый рессорный лист находится в зажатом состоянии в течение
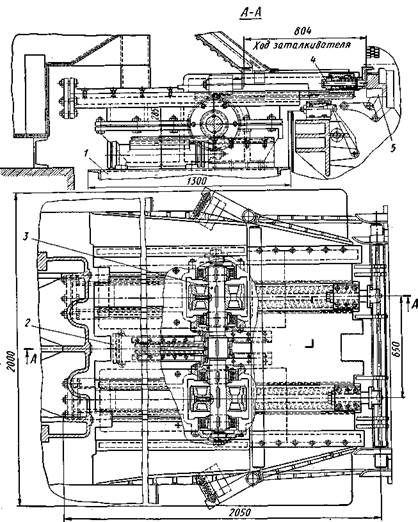
Рис. 107. Автоматическая установка для передачи рессорных листов из закалочной печи к гибочно-закалочной машине
четырех-пяти поворотов барабана, т. е. только при повороте на 180° первые штампы раскрываются и лист выпадает на конвейер
закалочного бака.
В новых установках конвейерный бак при закалке не требуется. Штампы раскрываются при выходе их из масла, и зака-
Ленный лист извлекается из них магнитным краном, который переносит листы на конвейер отпускной печи.
Таким образом, все листы рессоры имеют одинаковую для данной конструкции листа форму и минимальные деформации при закалке. Производительность такой машины 400—600 рессорных листов весом 1200—1800 кг/ч.
Использование такой машины обеспечивает однотипность обработанных листов рессоры и высокую производительность. Но близкое расположение закалочного бака с гибочно-закалоч-ной машиной к разгрузочному концу печи (расстояние 1—1,5 м) нудобно для работающего. Рабочему-калильщику, несмотря на обдув его холодным воздухом и предохранение от теплового излучения печи с помощью водяных экранов, приходится работать при высокой температуре. Кроме того, закалочный бак установлен на одной оси с печью, поэтому рабочему при переносе нагретых листов от печи к баку приходится быстро поворачиваться на 180° и обратно. Все это создает тяжелые условия труда. Поэтому возникла необходимость автоматизации процесса разгрузки печи и передачи горячих листов в гибочно-закалочную машину. Механизм для передачи листов рессоры в гибочно-закалочную машину, разработанный на ЗИЛе, показан на рис. 107.
Весь механизм смонтирован на сварной металлической раме / и установлен между закалочной печью и закалочным баком. Одним из основных узлов механизма является гидравлический цилиндр 2 со встроенными направляющими для рейки. Шток гидравлического цилиндра имеет возвратно-поступательное движение. При помощи рейки это движение передается на вал 3 с коробками передач. Вал служит, в свою очередь, для передачи движения хоботу заталкивателя 4. Хобот заталкивателя закреплен на рейках, которые также имеют возвратно-поступательное движение, необходимое для перемещения рессорных листов к штампам гибочно-закалочной машины. Механизм работает следующим образом. Рессорный лист, нагретый до заданной температуры, скатывается по желобу с конвейера закалочной печи на опорные рамы механизма. Далее он подхватывается толкателем и передается на нижний штамп 5.
На опорной раме механизма смонтирована световая сигнализация. Как только очередной рессорный лист поступает из печи, загорается сигнальная лампа, что создает возможность контролировать подачу рессорных листов в гибочно-закалочную машину. Для обработки рессорных листов может быть использован высокочастотный нагрев.
ГЛАВА IX
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 2055; Нарушение авторских прав?; Мы поможем в написании вашей работы!