КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оборудование для правки деталей после термообработки
|
|
|
|
§ 49. ПРАВИЛЬНЫЕ ПРЕССЫ
При термической обработке деталей происходит их коробление и деформация, несколько уменьшающиеся при применении закалочных машин и специальных приспособлений. Коробление и деформация являются следствием термических и структурных напряжений, возникающих в металле при термической обработке, поэтому в каждом термическом цехе должен быть участок для правки деталей после термической обработки.
Для правки применяют ручные, механические и гидравлические прессы. Детали небольших диаметров (5—10 мм) подвергают правке на ручных прессах. На рис. 124 представлен ручной реечный пресс. Стальной ползун (или рейка) установлен в чугунной станине. Опускают ползун путем поворота рукоятки вниз. Рабочее давление ручного реечного пресса 1—5 т.- Для правки более крупных деталей (диаметром 10—30 мм) применяют ручные винтовые прессы с рабочим давлением 2—25 т (рис. 124, б). Движение ползуна пресса производится вращением махового колеса.
Более совершенную конструкцию представляют механические и гидравлические правильные прессы. Особенно широкое распространение они получили в массовом производстве. Например, для правки стержней и валиков небольшого размера (диаметром до 30 мм) применяют прессы мощностью до 8 т, для кулачковых валиков и деталей диаметром 50—70 мм —прессы до 35 т.
Гидравлический правильный пресс показан на рис. 124, в. Пресс имеет одностоечную рамную станину. На его столе устанавливают опоры для укладки детали и раздвижные центры для проверки ее биения. Привод пресса осуществляется от ротационных плунжерных или лопастных насосов, помещающихся непосредственно у пресса. Такие прессы изготовляют с рабочим давлением 5—200 т. Длина рабочего стола 1100—2400, ширина 350—600 мм, мощность электродвигателя насосов 3— 20 л.- с.
Контроль коробления и деформации осевых деталей производится индикатором при медленном вращении их после укрепления в центрах. При массовом производстве применяют специально разработанные приспособления.
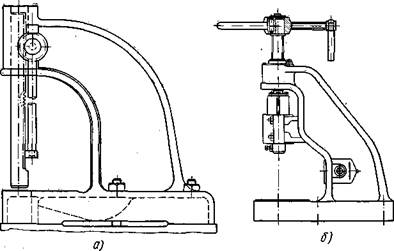
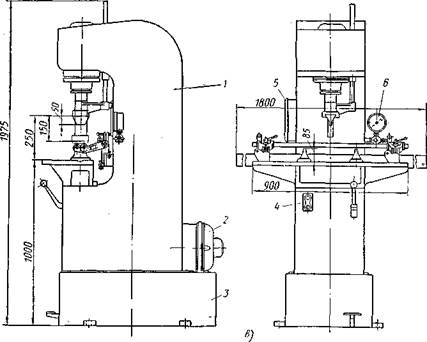
Рис. 124. Правильные прессы:
а — ручной реечный; 6 — ручной винтовой; в — гидравлический; / — станина пресса; 2 — двигатель насоса; 3 — резервуар для масла; 4 — кнопочное управление; 5 — пусковая панель двигателя; 6 — манометр
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1427; Нарушение авторских прав?; Мы поможем в написании вашей работы!