КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Влияние конструкции шва на прочность и выносливость ниточного 4 страница
|
|
|
|
В последние годы возросла тенденция перехода на непрерывные способы отделки, хотя в красильном производстве до настоящего времени преобладает оборудование периодического действия.
Одной из важнейших задач в отделке является придание изделиям комплекса улучшенных потребительских свойств: порешенной формоустойчивости, снижения загрязняемости и облегчения ухода за изделиями в процессе эксплуатации (легкое отстирывание загрязнений, несминаемость и т.д.).
2. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПОТРЕБИТЕЛЬСКИЕ СВОЙСТВА И АССОРТИМЕНТ ТРИКОТАЖА
Волокнистый состав, строение и отделочные процессы формируют комплекс геометрических, физических, механических и других свойств трикотажа. Свойства трикотажных полотен играют важную роль на всех этапах производства и эксплуатации изделий из них.
Таким образом, потребительские свойства и ассортимент трикотажных товаров в значительной мере определяются свойствами нитей и полотен.
2.1. Особенности вязания трикотажа
Основой создания трикотажных изделий являются пряжа и нити.
Специфические требования к трикотажной пряже и нитям
обусловлены особенностями трикотажного производства. Трикотажную пряжу можно разделить по назначению на трико- тажно'чулочную, которая идет как основной материал для изготовления полотна и штучных изделий; трикотажную пряжу под начес, которая дополнительно вводится в трикотажное полотно для получения ворса, и швейно-трикотажную, которая применяется для пошива изделий или используется для вышивки. Кроме пряжи, в трикотажном производстве используют швейные и вышивальные нитки, а также эластичные нити для создания эластичного борта в спортивных получулках.
Трикотажная пряжа должна быть пологой, мягкой, равномерной по толщине, блеску и прочности, эластичной, с установленной влажностью, чистой, гладкой поверхностью, со способностью равномерно окрашиваться.
Нить должна иметь рыхлую структуру, чтобы обеспечить высокую застилистость поверхности, повышенные теплоизоляционные свойства изделий, облегченную массу изделия, приятную мягкость на ощупь и нормальное протекание процесса петлеобразования.
Применение более пологой по крутке трикотажной пряжи Яо сравнению с пряжей для ткацкого производства объясняется тем, что повышение крутки пряжи ведет к возрастанию ее жесткости, а также увеличению способности к петлянию и, следовательно, к разладке трикотажных машин, поломке игл, искажению формы и изменению размеров петель, перекосам трикотажного полотна и другим порокам. В то же время пряжа с пологой круткой менее прочная и ровная, более ворсистая.
Высокая крутка пряжи неблагоприятно влияет на процесс вязания. Нить с завышенной круткой, сматываясь с бобины при небольшом ослаблении натяжения, складывается вдвое и мгновенно скручивается, образуя сукрутину. Сукрутины, застревая в малых отверстиях нитенаправляющих и нитеподающих механизмов, вызывают обрывы нити, поломку игл. Полотно, выработанное из пряжи с высокой круткой, имеет неправильную петельную структуру с наклонными асимметричными петлями. При вязании на круглых машинах петельные столбики вместо вертикальной линии образуют винтовую.
В тех случаях, когда необходимо применить пряжу повышенной крутки, ее уравновешивают путем трощения двух нитей разносторонней крутки или разностороннего их скручивания. Для синтетических и искусственных волокон применяется их фиксация путем химических и термических операций.
Крутка пряжи должна быть равномерной, иначе полотно получается пониженного качества, с утолщенными или утоненными петельными рядами или их участками.
Мягкость трикотажной пряжи определяется не только величиной ее крутки, но и свойствами самих волокон. Повышение мягкости пряжи на трикотажных фабриках достигается предварительной обработкой пряжи и нитей перед вязанием специальными смягчающими веществами, которые затем удаляются с трикотажного полотна или готовых изделий перед крашением.
Равномерность пряжи по толщине и блеску обеспечивает получение однородного по структуре и равномерного по плотности и блеску трикотажа.
Неравномерная пряжа по толщине, т.е. переслежистая пряжа, вызывает «зебристость» — характерную полосатость трикотажа. Равномерность пряжи по составу волокна, степени крутки является также важным показателем качества.
Равномерность пряжи по прочности предотвращает ее частые обрывы и сводит к минимуму появление пороков в процессе трикотажного производства.
Удлинение также обеспечивает хорошую проходимость пряжи через элементы трикотажных машин в процессе петлеобразования. Недостаточное удлинение приводит к обрывности пряжи в петлеобразующих системах.
Эластичность, характеризующаяся долей упругого удлинения в полном, является одним из важнейших свойств трикотажной пряжи. Упругость пряжи обусловливается свойствами волокна, способом прядения и величиной крутки. Наиболее упругими волокнами являются шерсть и синтетическое волокно капрон, менее упругим — вискозный шелк.
Характер поверхности трикотажной пряжи также важен для выработки трикотажа без производственных пороков. Сильно пушистая, неравномерная, шишковатая пряжа будет не только приводить к порокам полотна при вязании, но и обусловливать понижение упругих свойств трикотажа.
В пряже не должно быть посторонних механических примесей, замасленности, грубых узлов, излишней ворсистости.
Химические нити должны удовлетворять требованиям ров- ноты, удлинения, растяжимости, отсутствия оборванных элементарных нитей, масляных пятен, содержания замасливате- ля. Требования к пряже и нитям фиксируются в соответствующих стандартах.
В настоящее время в трикотажном производстве перерабатывают все виды сырья, включая пряжу из очёсов натурального шелка и из льняных волокон в смеси с синтетическими; применяют нити различной толщины и степени крутки. В основном используют пряжу и нити смешанного волокнистого состава, что обеспечивает хорошие гигиенические свойства полотен, меньшие усадку и сминаемость, хорошую износостойкость.
Подготовка пряжи и нитей к вязанию имеет существенное значение для выработки высококачественного трикотажного полотна и повышения производительности трикотажных машин.
К подготовительным операциям относятся перемотка, а также увлажнение, запаривание, парафинирование, эмульсирование или замасливание. Пряжа для основовязальных трикотажных машин проходит сновку — наматывание на сновальном валике определенного числа нитей заданной длины, параллельно и с одинаковым натяжением.
Цель перемотка пряжи с прядильных початков или мотков искусственного шелка в бобины:
♦ проконтролировать прочность пряжи и устранить слабые места, грубые узлы, шишки и посторонние примеси;
♦ удлинить нить, перематывая на одну бобину или шпулю тысячи метров пряжи, и создать одинаковую плотность намотки пряжи и нити.
Для улучшения вязальных свойств пряжа подвергается увлажнению, искусственный шелк повышенных круток — запариванию для снятия внутренних напряжении, а также для смягчения нитей, хлопчатобумажная и шерстяная пряжа во время перемотки — парафинированию для придания ей гладкой и скользкой поверхности, искусственный и синтетический шелк — замасливанию специальными эмульсиями.
После изготовления трикотажа парафин и эмульсия должны быть полностью удалены из волокна, так как в противном случае это отразится на равномерном окрашивании трикотажа.
Общие сведения о трикотажно-вязальных машинах и их классификация. Все трикотажно-вязальные машины имеют следующие основные механизмы и устройства: нитеподачи, петлеобразования, привода и товароотвода. К вспомогательным механизмам и устройствам относятся: механизм управления, автоматические остановы, механизм автоматической смазки, механизм пухоудаления, счетчики и т.д.
Петлеобразование осуществляется с помощью вязальных игл, платин, прессов и нитеводителей — одиночных или соединенных в гребенки (рис. 2.1). Вязальные иглы бывают различных конструкций: а — крючковая; б — язычковая; в — пазовая; г — трубчатая. Игла, независимо от конструкции, имеет следующие основные элементы: 1 — стержень; 2 — крючок, который служит для захвата нити и вытягивания вновь образованной петли; 3 — язычок: у пазовых и трубчатых игл он называется замыкателем, у крючковой иглы роль язычка (или замыкателя) выполняет удлиненный пружинящий крючок 2. Назначение язычка — удержать проложенную нить и облегчить соскальзывание старой петли с иглы; 4 — пятка. Она имеет различную конфигурацию в зависимости от назначения — удерживать иглу в плитке или перемещать по пазам игольницы; 5 — чаша стержня, которая имеется только на крючковых иглах и служит для помещения кончика крючка иглы во время петлеобразования.
Нитеводителъ прокладывает нити на иглу. Он представляет стальной плоский стержень с отверстием, через которое проходит нить. Платины служат для изгибания нити в петлю, перемещения петель по стержню, сбрасывания и оттягивания готовых петель. Это тонкие стальные пластинки фигурной формы, расположенные между иглами. Пресс закрывает крючок иглы (в машинах с крючковыми иглами). Прессы различной формы устанавливают над иглами или перед ними.
По способу петлеобразования вязальные машины делят на группы: кулирные (трикотажные) — машины с неподвижными крючковыми иглами; вязальные — машины с язычковыми и
I — иглы; II — платина; III — пресс; IV — нитеводитель

 По способу вязания машины подразделяют на поперечновязальные (кулирные) и основовязальные, по форме игольницы — на плоские, круглые и овальные. На плоских машинах вырабатываемый трикотаж получается в виде полотна определенной ширины или готовой детали; на круглых — в виде замкнутого цилиндра (трубки), размер которого определяется диаметром игольного цилиндра машины, или в виде купона; на машинах с овальными игольницами вырабатывают одновременно два полотна с кромками.
По способу вязания машины подразделяют на поперечновязальные (кулирные) и основовязальные, по форме игольницы — на плоские, круглые и овальные. На плоских машинах вырабатываемый трикотаж получается в виде полотна определенной ширины или готовой детали; на круглых — в виде замкнутого цилиндра (трубки), размер которого определяется диаметром игольного цилиндра машины, или в виде купона; на машинах с овальными игольницами вырабатывают одновременно два полотна с кромками.
По числу игольниц (фонтур) трикотажные машины подразделяют на однофонтурные, двухфонтурные и многофонтурные.
По типу игл различают трикотажные машины с крючковыми, язычковыми, пазовыми, трубчатыми и особой конструкции иглами.
По количеству установленных систем — малосистемные (мальезная, машина МТ) и многосистемные (МС-5, интерлоч- чая, мультирипп и др.).
Классом трикотажной машины называется число игл на единице длины игольницы. Для определения класса машин приняты дюймы — один, полтора, два: английский дюйм равен 25,4 мм, французский — 27,78, саксонский — 23,6 мм. Класс Машин обозначается номерами: 3-, 4-, 5-, 6-, 7-й и далее по 66-й.
Чем выше класс машины, тем меньше расстояние между иглами, тоньше иглы и соответственно тоньше и плотнее выработанный на них трикотаж.
По метрической классификации рекомендуется определять количество игл на 50 мм или брать за исходную величину игольный шаг в миллиметрах, увеличенный для удобства в 10 раз. Согласно последнему методу, все системы действующих трикотажных машин могут классифицироваться от 60 до 9 М.
В зависимости от типа производства машины используются для бельевого, верхнетрикотажного, чулочно-носочного, гардинно-кружевного, коврового и других производств.
В зависимости от вида вырабатываемого полотна и штучных изделий машины подразделяют на группы:
«машины, вырабатывающие полотно для изготовления различных видов изделий, — мальезные, МТ, КТ, ванит, многозамочные, тонколастичные, интерлочные, вертелки, рашель, рашель-верте лки;
♦ машины для производства купонов и деталей для верхних и бельевых изделий — оборотные, фанговые, котонные;
♦ машины для производства чулочно-носочных изделий — круглочулочные и носочные автоматы, котонные чулочные;
♦ машины специального назначения — для выработки беек, галстуков, перчаток.
Кроме указанных отличительных признаков, трикотаж- но-вязальные машины различаются между собой по конструкции узорообразующих механизмов и наличию программирующих и автоматических устройств.
На рис. 2.2 представлена классификация трикотажно-вязальных машин по важнейшим признакам.
Основные способы петлеобразования. Наиболее распространены трикотажный и вязальный способы петлеобразования.
Процесс петлеобразования трикотажным способом осуществляется на кулирных машинах с крючковыми иглами и состоит из десяти последовательных этапов:
1) заключение — старая петля отодвигается из-под крючков к пяткам игл с помощью платины (для образования новых петель на иглах машины должны быть старые петли);
2) прокладывание нити — нитеводитель прокладывает нить над стержнем иглы (рис. 2<3, 1);
3) кулирование — проложенная нить изгибается с помощью платины в петлю (рис. 2.3, 2)\
4) вынесение — образовавшаяся петля продвигается платиной под крючок (рис. 2.3, 3);
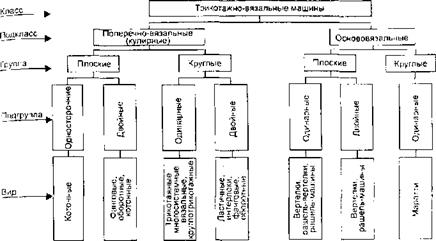 Рис. 2.2. Схема классификации трикотажно-вязальных машин
Рис. 2.2. Схема классификации трикотажно-вязальных машин
|
5) прессование — с помощью пресса кончики игл погружаются в чаши на стержнях игл (рис. 2.3, 4);
6) нанесение — старые петли наносятся на запрессованные крючки (рис. 2.3, 5);
7) соединение ~~ сдвигающиеся старые петли соприкасаются с новыми (рис. 2.3, 6)
8) сбрасывание — старая петля сбрасывается платиной с крючка;
9) формирование — новая петля протягивается через старую и приобретает окончательную форму (рис. 2.3, 7);
10) 


 оттяжка — с помощью оттягивающих механизмов петлям придается окончательная форма (рис. 2.3, 5),
оттяжка — с помощью оттягивающих механизмов петлям придается окончательная форма (рис. 2.3, 5),
Для провязывания следующих рядов процесс повторяется.
При этом способе изгибание, или кулирование, нити происходит сразу после ее прокладывания на иглы.
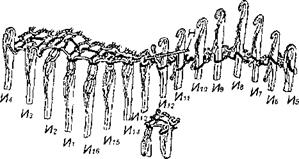
Петлеобразование вязальным способом осуществляется на кулирных машинах с язычковыми иглами и на основовязальных машинах с крючковыми, пазовыми и трубчатыми иглами (рис. 2.4).
 И15 Ии
Рис. 2.4. Петлеобразование на машинах с язычковыми иглами
И15 Ии
Рис. 2.4. Петлеобразование на машинах с язычковыми иглами
|
Петлеобразование язычковыми иглами можно разделить на десять этапов:
1) заключение состоит в том, что старая петля при движении иглы вверх (вперед) открывает клапан и сдвигается с него на стержень иглы (рис. 2.4, иглы ИЗ — ИЮ);
2) прокладывание нити осуществляется в момент перехода иглы из движения вверх (вперед) к движению вниз (назад) (рис. 2.4, иглы ИИ — И12);
3) прессование — момент, когда старая петля закрывает клапаном вход под крючок иглы. Это осуществляется при движении иглы вниз (назад) (рис. 2.4, игла И12);
4) вынесение представляет собой момент сближения проложенной нити с крючком при движении иглы вниз (назад) (рис. 2.4, игла И13);
5) нанесение — это момент выхода старой петли на крючок иглы (рис. 2.4, игла И13);
6) соединение — момент соприкосновения старой петли с захваченной крючком новой нитью (рис. 2.4, игла И14);
7) кулирование — превращение захваченной крючком нити в новую петлю (рис. 2.4, игла И15);
8) сбрасывание — момент схода старой петли с иглы (рис. 2.4, игла И15);
9) формирование заключается в протягивании новой петли через старую (рис. 2.4, иглы И16 — И1);
10) оттяжка трикотажа состоит в том, что под действием груза и при движении иглы обратно (вверх) старая петля оттягивается назад от иглы, и этим устраняется возможность обратного надевания на иглу уже сброшенной петли (рис. 2.4, игла И2).
При вязальном способе петлеобразования операции сбрасывания, кулирования и формирования протекают одновременно. Если при трикотажном способе предварительное изгибание нити в петлю требует значительного времени (в некоторых случаях оно составляет половину цикла петлеобразования), то здесь новая нить полностью изгибается при формировании. Длительность цикла петлеобразования сокращается. Вязальный способ как более производительный по сравнению с трикотажным получил широкое распространение.
2.2. Трикотажные переплетения, их классификация и характеристика
При прочих равных условиях свойства трикотажного полотна определяются видом переплетения. По этому признаку все трикотажные полотна подразделяют на два класса: полотна главных переплетений и полотна рисунчатых переплетений (рис. 2.5).
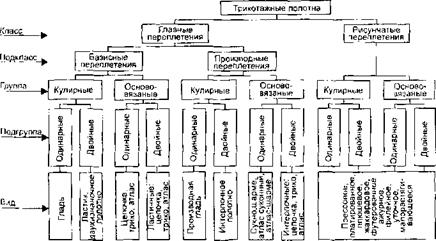 Рис. 2.5. Схема классификации трикотажных полотен
Рис. 2.5. Схема классификации трикотажных полотен
|
Полотна главных переплетений в свою очередь делят на два подкласса — полотна базисных переплетений и производных переплетений. Полотна базисных переплетений имеют простейшую структуру с одинаковыми по размерам петлями. Структура полотен производных переплетений создается за счет комбинации двух или нескольких базисных, взаимосвязанных так, что между петельными столбиками одного помещаются петельные столбики другого или несколько других таких же переплетений.
Полотна рисунчатых переплетений образуются на основе базисных или производных путем изменения вида и размера петель и длины их протяжек, порядка подачи нитей на иглы или путем ввязывания дополнительных нитей для получения како- го-либо цветового или узорчатого эффекта, а также изменения некоторых свойств полотна (уменьшения распускаемости, растяжимости, улучшения теплозащитных свойств и т.д.). Возможно также получение рисунчатого переплетения путем комбинированного применения обоих способов, т.е. изменения структуры петли и введения дополнительных нитей (рис. 2.6).
К базисным кулирным переплетениям относятся: одинарное — кулирная гладь; двойные — ластик и двухизнаночное.
Кулирная гладь (чулочная вязка) — на лицевую сторону выходят только петельные палочки, она гладкая и блестящая. На изнанку же выходят только петельные дуги, поэтому эта сторона шероховатая и матовая (рис. 2.6,1). Гладь обладает большой растяжимостью, причем растяжимость глади в ширину в 1,6 раза больше, чем в длину. Прочность вдоль полотна в 1,6 раза больше прочности поперек. Степень растяжимости глади обратно пропорциональна толщине нити и прямо пропорциональна длине петли, легко распускается вдоль петельных рядов и по направлению петельных столбиков. Гладь обладает распускае- мостью в направлении, обратном вязанию, если образец связан на плоской вязальной машине (имеет кромки); если же трикотаж связан на кругловязальной машине, то его можно распустить с обеих сторон. Чтобы уменьшить распускаемость глади, используют нити с повышенным коэффициентом трения или трощенные в два сложения, стремятся повысить плотность полотна и уменьшить длину петли, толщину нитей, растяжимость. Образец глади закручивается с краев. По линии петельных столбиков происходит закручивание на изнаночную сторону, а по линии петельного ряда — на лицевую. Степень закру- чиваемости трикотажа зависит от упругости нити и плотности трикотажа. На закручиваемость глади влияет также крутка нити: чем выше крутка, тем сильнее закручивание. Закручивае-
доость краев затрудняет раскрой и пошив. По этой же причине иногда возникает перекос петельных столбиков. Гладь имеет небольшую толщину, равную двум толщинам нитей, из которых она выработана. Полотно характеризуется достаточно высокими пористостью (с наличием большого количества сквозных пор), воздухо- и паропроницаемостью, небольшой капиллярностью и низкой теплозащитностью.
|
| Рис. 2.6. Кулирные переплетения: |

Применяется гладь для изготовления бельевых, верхних,, чулочно-носочных изделий, перчаток.
Ластик (резинка) — обе стороны состоят из лицевых и изнаночных петельных столбиков, расположенных в различном сочетании (1+1, 1+2 и т.д.) (рис. 2.6, 2). Ластик обладает боль-> той упругостью при его растяжении в ширину. Упругость ластика повышается с повышением плотности вязания и упругости нити, из которой он выработан. Растяжимость ластика 1+1 в ширину более чем в 3 раза превышает растяжимость в длину. Толщина и растяжимость ластика по ширине в 2 раза больше растяжимости глади, а растяжимость по длине такая же, как и; глади.
Ластик 1+1 распускается только в направлении, обратном, вязанию. Поэтому ластик 1+1 можно обрезать снизу и не беспокоиться, что он в дальнейшем распустится. Ластики же других сочетаний лицевых и изнаночных петельных столбиков нельзя оставлять без закрепления их нижнего края, так как каждые[1] два одинаковых соседних петельных столбика будут распускаться и образовывать один петельный столбик, вследствие чего ластик любого сочетания превратится в конце концов в ластик 1+1.
Ластик с одинаковым сочетанием лицевых и изнаночных петель не закручивается с краев ни по длине, ни по ширине, так, как стремление петель одной стороны ластика к закручиванию нейтрализуется стремлением петель другой стороны закручи-. ваться в обратном направлении. Ластики, у которых на одной стороне число петельных столбиков больше, чем на другой, будут закручиваться на ту сторону, где число петельных столбиков больше.
Трикотаж ластичного переплетения обладает высокой сте-; пенью растяжимости в ширину, эластичностью, хорошо облегает фигуру человека и не стесняет его. Ластик обладает высокими гигиеническими и хорошими теплозащитными свойствами. Сравнительно малая воздухопроницаемость ластика еще более: уменьшается, если он выработан из пушистых толстых нитей или пряжи.
Ластичным переплетением изготовляют верхний и бельевой трикотаж, ластики носков, детских и спортивных чулок, шарфы и другие изделия.
Двухизианочное (платочная вязка) — обе стороны трикотажа похожи по внешнему виду на изнаночную сторону кулирноЙ глади (рис. 2.6, 3). Относительная растяжимость изнаночного трикотажа в длину равна его растяжимости в ширину. Растя- #шмость по ширине двухизнаночного полотна и кулирной глади одинакова, а растяжимость по длине и общая двухосная растяжимость двухизнаночной глади больше, чем кулирной глади. Разрывная нагрузка трикотажа изнаночной глади по длине и ширине, отнесенная к одной петле, а также при испытании полоской такая же, как и у кулирной глади. Толщина двухизнаночного трикотажа вдвое больше толщины кулирной глади и приблизительно равна толщине ластика. Изнаночный трикотаж распускается так же, как и гладь, т.е. в обоих направлениях. Изнаночный трикотаж простых раппортов не закручивается.
Применяют двухизнаночное переплетение для выработки головных платков и некоторых изделий верхнего трикотажа (жакетов, жилетов, джемперов).
К производным кулирным переплетениям относятся одинарное — производная гладь и двойное — интерлочное.
Производная гладь — в этом переплетении в промежутки между столбиками одной глади ввязаны столбики другой глади (рис. 2.6, 4). Растяжимость производной глади по длине и ширине меньше растяжимости кулирной глади. По длине производная гладь имеет почти такую же прочность, как и простая. Прочность по ширине примерно в 2 раза выше кулирной глади. Толщина производной глади равна двум толщинам нитей, из которых она выработана. Производная гладь более плотная и тяжелая, имеет меньшее количество сквозных пор, является менее воздухо- и паропроницаемой. Производная гладь в отличие от кулирной распускается только в направлении, обратном вязанию, причем производная гладь распускается при одинаковых условиях труднее, чем кулирная, так как роспуску препятствует трение протяжек одной глади об остовы петель другой, оставшейся целой. Образец производной глади закручивается с краев. Направление закручиваемости по петельным рядам и столбикам такое же, как у кулирной глади.
Производная гладь применяется главным образом для изготовления верхнего трикотажа.
Интерлок (двуластик) (от англ. interlock — перекрещивающееся) представляет собой сочетание двух ластиков, протяжки которых перекрещиваются между собой (рис. 2.6, 5). Интерлочное полотно имеет застилистую и равномерную поверхность, обладает высокой прочностью и устойчивостью к истиранию, имеет красивый внешний вид. Растяжимость интерлока меньше, чем ластика, а эластичность несколько выше. При этом растяжимость интерлочного трикотажа по ширине больше, чем по длине. Толщина интерлока приблизительно равна толщине ластика. Интерлочное переплетение, так же как и ластик, распускается только в направлении, обратном вязанию. Это переплетение придает трикотажу значительную плотность, повышенную прочность и эластичность при растяжении в ширину, хорошую формоустойчивость, высокие теплозащитные свойства, малую распускаемость; края трикотажа не закручиваются. В отличие от ластика при растяжении интерлочного полотна по горизонтали между петельными столбиками не видно петельных дуг.
Интерлочное полотно используется для изготовления мужских и женских бельевых изделий, мужских сорочек, женских костюмов, платьев, жакетов, перчаток и варежек.
К рисунчатым кулирным переплетениям относятся пла- тированные, плюшевые, начесные, прессовые, ажурные, жаккардовые, поперечносоединенные (рингель), продольносоединенные (сплит), комбинированные.
Плюшевое — переплетение с ворсом из увеличенных протяжек петель (рис. 2.6, 6). Плюшевый трикотаж бывает с разрезными и неразрезными петлями, односторонний лицевой и изнаночный, двусторонний, гладкий и рисунчатый. Имеет низкую теплопроводность, значительную толщину, высокие теплозащитные свойства, мягкость, хорошее водопоглощение, красивый внешний вид, например «под бархат».
Плюшевое переплетение используется для изготовления верхнего и бельевого трикотажа, чулочно-носочных изделий.
Илатированные, или покровные, полотна образуются при прокладывании на иглы одновременно, как правило, двух нитей, различающихся волокнистым составом или цветом. При образовании петель одна из нитей располагается на лицевой стороне, другая — на изнаночной, поэтому лицевая и изнаночная стороны трикотажа платированного переплетения различаются не только по внешнему виду, но и по некоторым физико-механическим свойствам (рис. 2.6, 7). Например, на лицевую сторону выводится вискозная нить, а на изнанку — хлопчатобумажная пряжа, что придает полотну высокие гигиенические свойства, устойчивость к истиранию. Трикотаж плати- рованных переплетений делится на гладкий и рисунчатый. Последний может быть переменным, перекидным, накладным и вышивным. На базе трикотажа платироканных переплетений получают цветные, рельефные и ажурные узорные эффекты.
Трикотаж платированных переплетений применяется для изготовления бельевых и спортивных изделий, реже — для верхних и чулочно-носочных изделий.
Начесное (футерованное) — переплетение, в котором на базе грунтового переплетения проложены футерные (подкладочные)
нити, служащие для начеса. Они располагаются в виде протяжек на изнанке трикотажа и висят на платинных дугах грунта в виде набросков (рис. 2.6, 8). Полотна могут быть простыми и ^датированными, с одной, двумя и более подкладочными нитями в одном горизонтальном ряду грунта. Трикотаж с начесом по сравнению с гладью характеризуется повышенными мягко- j
стыо, прочностью, массой, толщиной, повышенными теплозащитными свойствами, меньшей растяжимостью в ширину, так как подкладочные нити препятствуют растяжению, и меньшей распускаемостыо, закручиваемостью в тех направлениях по рядам или петельным столбикам, где проложена футерная нить. ', При сложных деформациях футерованного трикотажа, приближающихся к разрушающим, футерные нити могут изменять свое положение относительно нитей грунта. Эти изменения не восстанавливаются при релаксационных процессах и приводят к уменьшению формоустойчивости трикотажа. Футерованные I переплетения позволяют получать разнообразные эффекты поверхности: букле, твид, плюш, рельефную полосатость и т.д.
Футерованный трикотаж применяется для изготовления теплого белья, варежек, халатов, пиджакон, костюмов и других изделий.
Ажурное — переплетение с рисунками из ажурных отверстий, различных по форме и величине, полученными переносом отдельных петель из одних петельных столбиков в другие (рис. 2.6, 9). Ажурный трикотаж легче гладкого, меньше распускается, имеет хорошую воздухопроницаемость.
Ажурный трикотаж применяют для выработки верхнего, бельевого трикотажа и чулочно-носочных изделий.
Прессовые переплетения. Трикотажем с прессовыми переплетениями называют такой трикотаж, в котором все петли или часть их имеют по одному или несколько набросков. Их получают на фигурных прессах (отсюда и название переплетения)! для образования узора на трикотаже. Они подразделяются на I гладкие, оттеночные, ажурные и рельефные. Прессовые петли отличаются от обычных большей высотой и имеют наброски (незамкнутые петли). Если в полотне все петли прессовые, то это переплетение называют фангом (рис. 2.6, 10); если петельные столбики прессовых петель чередуются с петельными столбиками глади, то это переплетение называется полуфанг (рис. 2.6, 11).
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1777; Нарушение авторских прав?; Мы поможем в написании вашей работы!