КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ручне дугове зварювання неповоротних стиків магістральних трубопроводів
|
|
|
|
Зварювання стиків труб.
Магістральні газо та нафтопроводи прокладають від районів добування до великих промислових зон на віддалі до декількох тисяч кілометрів. Трубопроводи споруджують в основному з труб діаметром 1 020-1 420 мм. Вкладання трубопроводів може здійснюватися послідовним нарощуванням окремих труб або бути секційним. У першому випадку всі стики зварюють без обертання труб, у другому окремі труби довжиною 12 м після вивантаження з вагонів доставляють на тимчасові польові бази, збирають у секції довжиною 36 м, потім перевозять безпосередньо на трасу труботранспортувальними машинами. При з'єднані секцій в неперервну нитку в основу організації збирально-монтажних робіт покладено поточний метод. Трубопровід, який споруджується, є ніби нерухомим конвеєром, вздовж якого рухається механізована колона, ритмічно виконуючи всі технологічні операції з продуктивністю приблизно 1 км за добу.
Збирання під зварювання труб магістральних трубопроводів є відповідальною операцією, яка визначається якістю одержаного стикового шва. Як на польових трубозварювальних роботах, так і на трасі, для збирання труб під зварювання кільцевих швів застосовують зовнішні або внутрішні центратори.

Ручне дугове зварювання неповоротних стиків магістральних трубопроводів ведуть поточним методом, виконуючи багатошаровий шов (мал.1) Така організація робіт забезпечує високу продуктивність, але при цьому є велика потреба у висококваліфікованих робітниках — зварниках.
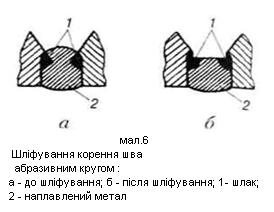
 Щодо труб діаметром 1 420 мм з товщиною стінки 17,5 мм, виготовленими з сталі із границею міцності 550-750 МПа, використовують наступну послідовність операцій. Секції труб попередньо розкладають на опори вздовж траси під кутом 15- 20° до напрямку лінії трубопроводу і проводять зачищання внутрішніх і зовнішніх поверхонь поблизу кромок шліфувальними машинками з абразивними кругами (мал.2). Попередній підігрів кромок труб до температури 150-200°С проводять перед стикуванням труб або після. Для підігріву використовують кільцеві газові пальники.
Щодо труб діаметром 1 420 мм з товщиною стінки 17,5 мм, виготовленими з сталі із границею міцності 550-750 МПа, використовують наступну послідовність операцій. Секції труб попередньо розкладають на опори вздовж траси під кутом 15- 20° до напрямку лінії трубопроводу і проводять зачищання внутрішніх і зовнішніх поверхонь поблизу кромок шліфувальними машинками з абразивними кругами (мал.2). Попередній підігрів кромок труб до температури 150-200°С проводять перед стикуванням труб або після. Для підігріву використовують кільцеві газові пальники.
Збирання етика виконують за допомогою трубоукладача. Допуски на збирання етика показані на (мал.3)

Поточно-розчленований метод передбачає вкладання кожного шару окремими ланками зварників (мал.4) у складі від двох до чотирьох чоловік залежно від діаметра трубопроводу. При цьому кожний із зварників ланки виконує тільки свою визначену ділянку шару на незмінному режимі. Порядок зварювання неповоротних стиків труб діаметром 1 420 мм показано на мал. 5
Два зварники із сходинок-драбинок ведуть зварювання верхньої напівокружності труби, а два інших зварюють нижню напівокружність труби.


|
|
|
|
|
Дата добавления: 2015-07-13; Просмотров: 1521; Нарушение авторских прав?; Мы поможем в написании вашей работы!