КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Машина ЛШМ-4
|
|
|
|
Машина ЛШМ-4 предназначена для механизации разборки по размерам и автоматизации лицовки и штемпелевания письменной корреспонденции в конвертах формата 114х162 мм и карточек почтовых 105х148 мм с толщиной в пределах 0,2-3 мм. Максимальная толщина писем, поступающих в машину, не превышает 6 мм.
Машина позволяет разбирать по размерам, лицевать, штемпелевать и укладывать в накопители как исходящую, так и входящую письменную корреспонденцию (рис. 2.62).
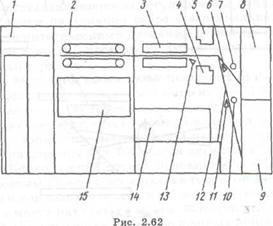
Рис. 2.62
Корреспонденцию в мешках или ящиках доставляют к машине. Мешки вскрывают вручную и высыпают корреспонденцию на стол, установленный рядом с машиной. Дальнейший порядок обработки корреспонденции зависит от ее вида. При обработке исходящей корреспонденции операторы складывают ее в пачки и загружают на ленту сепаратора 1 (рис. 2.62) одного устройства, при этом крупногабаритную корреспонденцию выбраковывают вручную.
Положение корреспонденции в машине определяется по меткам кодового штампа, расположенного в нижнем левом углу конверта (почтовой карточки).
Лицовка и штемпелевание происходят в два этапа. На первом этапе лицуется и штемпелюется примерно 50% загруженных машину писем, у которых метки оказались внизу.
Нелицованные письма укладываются в накопитель 12. По мере заполнения этого накопителя корреспонденция выгружается в сменный ящик 15, установленный на машине.
После заполнения ящик передается к месту загрузки писем в машину для повторной обработки. Повторная загрузка корреспонденции в машину должна производиться только после прохождения всей партии первого этапа обработки.
При повторной загрузке корреспонденции в машину пачки писем необходимо повернуть на 180° вокруг горизонтальной оси.
При обработке входящей корреспонденции машина использует как штемпелевальная, но при этом считывающие головки контролируют лицевую сторону писем. Так как входящая корреспонденция подобрана под адрес, то обработка ведется практически в один этап.
Календарный штемпель наносится с оборотной стороны, и проштемпелеванная корреспонденция укладывается в накопители. Режим работы машины задается переключателем «Режим работы», «Исходящая—входящая» на устройстве управления. Производительность машины в этом случае возрастает до 18 000 писем/час.
Машина автоматически выделяет из общего потока и укладывает в накопитель 14 письма (почтовые карточки), параметры которых отличаются от нижеуказанных:
длина — 170 мм Lот142 мм;
Lот142 мм;
высота — 120 ммHот99 мм;
толщина —  3 мм;
3 мм;
перекос — tст 3°;
3°;
интервал — l ct40 мм.
В машине письма движутся в вертикальном положении на длинном ребре со скоростью 1,5 м/с ± 10 %.
Перед прохождением опознающего устройства 3 корреспонденция выравнивается по длинному ребру в стабилизирующем устройстве 2.
Из опознающего устройства 3 стандартная корреспонденция поступает к считывающим головкам 4, 5, где происходит поиск меток кодового штампа в нижней части конверта (почтовой карточки). Если метки обнаружены в нижней части корреспонденции, то последняя направляется в соответствующий канал для нанесения оттиска календарного штемпеля и укладки в накопители 8 или 9.
Корреспонденция, на которой кодовый штамп расположен вверху, и корреспонденция без кодового штампа направляются в накопитель 12.
Письма продвигаются по всем каналам машины при помощи поддерживающих роликов и плоских вертикально расположенных ремней.
Продвижение корреспонденции и работа исполнительных элементов контролируется и управляется посредством фотоэлектрических датчиков через устройство управления.
На пульте управления и в месте возможного застревания корреспонденции (опознающее устройство, направляющие клапаны 6, 11, 13, вход в накопители) расположены сигнальные лампочки. При застревании корреспонденции на трассе машины от фотоэлектрических датчиков поступает сигнал на управляющее устройство, которое вырабатывает сигнал «Блокировка при застревании». При поступлении такого сигнала машина останавливается.
Любая аварийная остановка машины фиксируется загоранием лампочки в том месте, где произошло застревание. После устранения затора машина включается нажатием кнопки «пуск» на пульте управления.
Между накопителями штемпелевальной корреспонденции расположена кнопка аварийной остановки машины.
Управляющее устройство машины ЛШМ-4 относится к классу систем логического управления комбинационного (однотактного) типа.
Система управления машиной включает:
датчики (чувствительные элементы), предназначенные для получения информации о состоянии машины, на основании которой осуществляется управление;
исполнительные элементы, изменяющие состояние устройств, механизмов и узлов машины;
силовой шкаф для включения и выключения сети и вторичных источников питания, включения и выключения приводов транспортирующих и вакуумных устройств защиты исполнительных устройств;
устройство управления, ведущего логическую обработку сигналов, поступающих от датчиков, и формирующего управляющие воздействия (команды) на исполнительные элементы машины;
соединительные жгуты для электрического соединения составных частей системы управления с машиной и между собой.
Составные части системы управления взаимодействуют следующим образом: сигналы от датчиков, расположенных на вводном и распределительном устройствах, поступают в устройство управления, где они логически обрабатываются по заданному алгоритму, в результате чего вырабатываются исполнительные команды, которые доводятся до требуемых мощностей и поступают на исполнительные элементы и элементы индикации, расположенные на вводном, распределительном и управляющем устройствах.
Силовой шкаф по сигналам с пульта управления машиной и сигналам управляющего устройства включает и выключает приводные электродвигатели и обеспечивает их защиту.
Производительность машины — не менее 12 000 писем/час. Вместимость загрузочной части транспортно-распределительного устройства при средней толщине писем 0,71 мм — не менее 900 шт. Вместимость накопителей отлицованной корреспонденции при средней толщине писем 0,71 мм — не менее 400 шт.
2.2.8. ФРАНКИРОВАЛЬНЫЕ МАШИНЫ И СИСТЕМЫ
Франкировальная машина Т 1000 (рис. 2.63) — новейшая разработка фирмы «Франкотип-Посталия» (Германия) — представляет собой новое поколение франкировальной (маркировальной) техники.
Машина снабжена полностью электронным управлением на базе встроенного микропроцессора и предназначена для бюро и офисов с небольшими объемами ежедневной почты. Все операции выполняются нажатием кнопок. Встроенное запоминающее устройство хранит в памяти и выдает по требованию информацию о проделанных операциях.
Пользователь имеет возможность выбора любого из шести рекламных клише (штемпелей), установленных в франкировальной машине, путем нажатия соответствующей кнопки на пульте управления. Календарный штемпель автоматически настраивается на нужную дату. Образец оттиска франкировальной машины Т 1000 приведен на рис. 1.1.
Электронный блок управления позволяет производить расчеты и запоминать до девяти различных величин почтового сбора. Вызов нужного значения производится нажатием кнопки. Также возможен выбор одного из восьми видов почтовых отправлений (письма, почтовые карточки, бандероли и др.). Максимальная толщина почтового отправления — 5 мм.
Вся информация отображается на жидкокристаллическом дисплее.
В франкировальной машине Т 1000 впервые серийно применено принципиально новое устройство печати — термокопировальное со сменными кассетами с красящей лентой. В отличие от традиционных клише такая система является более гибкой в управлении и обеспечивает идеально чистый отпечаток на любых материалах. Вся необходимая для маркирования информация (включая текст и иллюстрации) хранится в памяти устройства. Таким образом, это клише можно назвать «программным», в отличие от обычного металлического или пластмассового «аппаратного» клише. Каждая кассета позволяет выполнить примерно 1000 маркировальных оттисков.
Франкировальная машина может работать как в автономном, так и в подключенном режиме. В последнем случае машина соединена с персональным компьютером. Кроме того, имеется отдельный порт RS-232C для подключения электронных весов. При работе с весами информация о массе почтового отправления автоматически передается в франкировальную машину, и расчет размера сбора производится без участия оператора. Предусмотрена сигнализация минимальной суммы остатка.

Рис. 2.63
Франкировальная (маркировальная) система EFS 3000 (рис. 2.64) обеспечивает современный уровень операций, связанных с маркировкой почтовых отправлений самим отправителем. Система оснащена микропроцессором, который преобразует данные, набранные на пульте управления, в соответствующие команды для обработки почты. Все операции выполняются нажатием нужных кнопок. Набор функций удовлетворяет разнообразным требованиям в зависимости от технологии, принятой в конкретном учреждении или на почте, а также от объемов обрабатываемой корреспонденции.
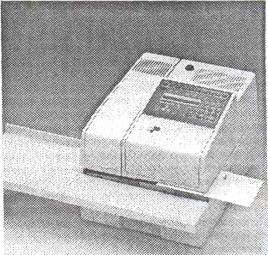
Рис. 2.64
Вся информация, касающаяся технических операций и расчетов, отображается на встроенном 10-разрядном дисплее. В случае неисправностей или некорректном вводе данных и команд соответствующее сообщение будет немедленно выведено на индикатор, позволяя оператору принять правильное решение.
В системе предусмотрено два варианта расчета: с предварительной оплатой и с дистанционной (так называемая служба Teleporto). Teleporto — это новая технология расчета, обеспечивающая независимость франкировальной машины от почтамта. Звонка по телефону в центр Teleporto достаточно, чтобы франкировальная система EFS 3000, стоящая у клиента, снова получила кредит для оплаты. Таким образом, достигается экономия времени.
Информация о сумме почтового сбора (за смену и полностью), сумме остатка, а также о количестве отмаркированных почтовых отправлений всегда доступна оператору, и по соответствующей команде или через заданные временные интервалы выводится на дисплей либо передается на управляющую ПЭВМ для дальнейшей обработки. Кроме того, в устройстве предусмотрены учет промежуточных сумм, ограничение максимальной величины маркирования, сигнализация о минимальной сумме остатка (устанавливается произвольно), автоматическая установка даты маркировки, возможность регулирования перемещения штампа (до 100 мм), выбор вида почтового отправления для обработки (система позволяет обрабатывать разные виды отправлений: письма, почтовые карточки, бандероли и т.д.). Максимальная толщина почтового отправления — 10 мм. Имеется встроенная система диагностики.
Франкировальная система EFS 3000 — первый шаг к полной автоматизации обработки почты. Имеющая модульную архитектуру и снабженная встроенными портами для подключения различных периферийных устройств, система позволяет наращивать свою конфигурацию и изменять характеристики по желанию пользователя. Так, можно подключить блок автоматической подачи конвертов с различной скоростью, доведя производительность до 12 000 отправлений в час. Кроме того, возможно подключение персонального компьютера для проведения более сложных расчетов, обработки статистических данных, распечатки результатов и т. п.
Другим решением является комбинация франкировальной системы EFS 3000 с устройством конвертации. Это устройство обеспечивает весь процесс подготовки корреспонденции после распечатки на ПЭВМ, включая складывание в нужный формат, вложение в конверт и запечатку. Соединенная в единую технологическую цепь с франкировальной системой, такая линия позволяет автоматизировать все рутинные операции, связанные с подготовкой почты к отправке.
Еще одной функцией, предусмотренной в франкировальной системе EFS 3000, является автоматическое взвешивание почтового отправления. Информация о массе передается во встроенный процессор или компьютер (в зависимости от конфигурации системы). При этом по заданному алгоритму производятся автоматический расчет размера почтового сбора и соответствующая маркировка конверта. Устройство допускает программирование размера почтового сбора, установку класса отправления, задание ограничений по массе и тиражу. К системе может подключаться штрих-кодовый датчик с выбором типа кода.
В настоящее время аналогичных франкировальных машин и систем в России не производится.
2.3. ПИСЬМОСОРТИРОВОЧНЫЕ МАШИНЫ
2.3.1. КЛАССИФИКАЦИЯ ПИСЬМОСОРТИРОВОЧНЫХ МАШИН
Письмосортировочные машины предназначены для распределения писем на группы по определенному признаку, содержащемуся в адресе письма (названию города, области и т. п.), или по специальному буквенному или цифровому коду.
Полуавтоматическая письмосортировочная машина решает задачу механической доставки письма в поле зрения оператора и механического транспортирования его в соответствующий накопитель. Оператор считывает с конверта признак сортировки и вводит команду в управляющее устройство с пульта управления. Такие машины могут обслуживаться одним или несколькими операторами одновременно. Ритм работы оператора на полуавтоматических машинах определяется главным образом конструкцией и типом распределительного конвейера, а также способом их синхронизации.
Автоматическая письмосортировочная машина осуществляет механическую доставку писем по одному к автоматическому устройству, считывающему с конверта признак сортировки, затем (по команде этого устройства) — в соответствующие накопители.
Полуавтоматические и автоматические машины для сортировки писем имеют весьма разнообразные конструкции, снабжены различными устройствами управления. В основу их функционирования положен один из трех следующих принципов сортировки: цикличный, поточный или комбинированный, являющийся сочетанием первых двух.
В полуавтоматических машинах циклического действия все исполнительные органы (клапаны), направляющие письма, срабатывают непосредственно после нажатия кнопок клавиатуры, при этом клавиатура блокируется. Блокировка снимается после того, как предыдущее письмо пройдет распределители, которые являются общими для нескольких адресных признаков. Таким образом, в полуавтоматических машинах циклического действия сортировка осуществляется циклами, в течение которых производятся считывание адресного признака, нажатие кнопок клавиатуры и транспортирование письма к накопителю. Для уменьшения времени блокировки клавиатуры машины циклического действия должны обладать высокоскоростными распределителями. В современных циклических полуавтоматических сортировочных машинах скорость транспортирования писем составляет 8-10 м/с.
В полуавтоматических машинах поточного действия распределительные устройства обеспечивают транспортирование писем с небольшими интервалами, благодаря чему письма могут двигаться с небольшой скоростью (она не превышает 2 м/с). Однако для таких машин необходимо более сложное, чем для машин циклического действия, управляющее устройство. Оно должно обеспечить после ввода информации адреса по каждому письму синфазное движение до момента срабатывания соответствующего разгрузочного устройства.
В машинах поточно-циклического действия сортировочная установка содержит один главный конвейер, работающий в режиме поточного распределения писем по нескольким оконечным распределителям, примыкающим к главному. Оконечные конвейеры работают в режиме циклического распределения корреспонденции по накопителям.
Устройства управления распределительными конвейерами (системы задержки команд) могут быть построены по принципу несущей памяти либо моделирования. Устройства задержки, построенные по принципу несущей памяти, сконструированы таким образом, что информация о признаке сортировки вводится в запоминающее устройство, механически соединенное с органом конвейера, несущим это письмо. В моделирующих системах задержки информация о признаке сортировки вводится в запоминающее устройство, представляющее собой механическую или электронную модель распределителя. Движение модели или продвижение импульсов в электронной модели должно обеспечить своевременное поступление информации к исполнительному механизму разгрузочного устройства. Для этого моделирующие системы синхронизируются с движением отправлений на конвейерах.
Электронные системы управления поточных и поточно-циклических машин с движением отправлений по конвейерам синхронизируются с помощью датчиков, которые подразделяются на централизованные и децентрализованные. Централизованные датчики выдают синхронизирующие импульсы через равные промежутки времени, которые должны соответствовать перемещению корреспонденции по конвейеру на один шаг. Это достигается жестким кинематическим соединением датчика с приводом конвейера. Децентрализованные датчики выдают синхронизирующие импульсы по мере прохождения письма по конвейеру через промежутки времени, которые определяются временем поступления писем на распределительный конвейер. Децентрализованные датчики распределены по длине конвейера, транспортирующего письма. Синхронизирующий сигнал вырабатывается при прохождении отправления мимо датчика. Например, если в машине применяются в качестве фотоэлектрических децентрализованных датчиков фотореле, которые рассредоточены вдоль конвейера с определенным шагом, то синхронизирующий сигнал вырабатывается при пересечении письмом луча любого фотореле. Синхронизирующие сигналы от каждого децентрализованного датчика управляют определенными ячейками системы задержки.
Системы управления, в состав которых входит механическая модель главного конвейера, синхронизируются за счет механического соединения модели с главным распределительным конвейером.
На распределительные конвейеры циклических машин и поточных машин с децентрализованными датчиками синхронизации письма могут поступать с произвольными промежутками времени, минимальное значение которых регламентируется временем полной или частичной обработки предыдущего письма. Ритм работы оператора на таких машинах зависит от сложности распознавания признака сортировки на конверте, квалификации оператора, степени его утомления и других субъективных факторов. Таким образом, если оператор может отправлять письма в машину в произвольные моменты времени с произвольными промежутками времени, не связанными с синхронизирующими импульсами, такой ритм работы оператора называют свободным.
На распределительные конвейеры поточных машин, имеющих централизованный датчик синхронизации, письма должны поступать с промежутками времени, точно согласованными с интервалами времени между импульсами датчика. На таких машинах оператор должен согласовывать свои действия с ритмом машины. Такой ритм работы оператора называют принудительным.
2.3.2. АВТОМАТИЗАЦИЯ СОРТИРОВКИ ПИСЕМ
В настоящее время наблюдается нарастание пересылаемой информации во многих странах мира.
По данным Совета почтовой эксплуатации Всемирного почтового союза (ВПС) объем письменной корреспонденции в 1970, 1980 и 1990 гг., а также в 1994 г. для некоторых стран приведен в табл. 2.2.
Образование многонаселенных городов ведет к сосредоточению почтового обмена в больших центрах.
Рост почтового оборота заставляет искать новые, более прогрессивные методы обработки почтовой корреспонденции и, в частности, создавать автоматическое оборудование.
Поточная линия по обработке письменной корреспонденции включает автоматические машины для разборки, лицовки и штемпелевания, а также автоматической сортировки писем.
Машина для сортировки письменной корреспонденции автоматически распределяет письма по ячейкам-накопителям в соответствии с адресом (или заменяющим его признаком). Основными узлами машины являются: питатель, сепаратор, механизм транспортирования писем к читающему адрес устройству, читающее устройство, транспортно-распределительная система и накопители. Эти узлы управляются единым устройством. Питатель подает письма в сепаратор. Сепаратор разделяет письма и по одному направляет их к читающему устройству, которое считывает информацию с конверта и задает в соответствии с ней команду устройству управления. Транспортно-распределительная система доставляет отсортированные письма к соответствующим накопителям, в которых письма временно хранятся.
ТАБЛИЦА 2.2
| Страны | Число писем, млрд | |||
| 1970 г. | 1980 г. | 1990 г. | 1994 г. | |
| США | 53,4 | 78,9 | 164,2 | 174,1 |
| Великобритания | 11,4 | 13,6 | 15,3 | 16,7 |
| Германия | - | - | 15,3 | 18,3 |
| Франция | 5,5 | 8,6 | 19,8 | 23,8 |
| Нидерланды | 1,5 | 2,3 | 2,7 | - |
| Бельгия | 1,2 | 1,6 | 2,9 | 3,1 |
| Дания | 0,6 | 0,8 | 1,1 | - |
| Россия | - | - | 21,8 (1991 г.) | 8,8 |

Рис. 2.65
За рубежом автоматизацией обработки письменной корреспонденции занимаются такие крупные фирмы, как «Телефункен», «Стандарт Электрик Лоренц» и «Сименс» (Германия); «Тошиба» и «Ниппон Электрик» (Япония), «Триссель», «Эллиот» и «Виккерс-Армстронг» (Великобритания); ИБМ и «Барроус» (США).
При разработке автоматических сортировочных машин наиболее важными моментами являются выбор такой общей компоновки машины, которая обеспечивала бы наряду с удобством обслуживания компактность, минимум занимаемой площади, создание механизма для транспортировки и распределения писем по накопителям и решение вопроса автоматической выгрузки пачек писем из накопителей.
В основном создание автоматических сортировочных линий идет в двух направлениях — разработки поточных линий и проектирование машин с кольцевым расположением накопителей.
Поточная линия автоматической обработки письменной корреспонденции фирмы «Ниппон Электрик» показана на рис. 2.65. Основными узлами линии являются автоматическая машина для разборки писем по размерам 4, лицовочно-штемпелевальная машина 3, сортировочная машина 1, блок стыковки этих устройств 2. В линии для разборки писем используется барабанный формирователь потока письменной корреспонденции. Механизмы лицовочно-штемпелевального устройства смонтированы на наклонной панели. Пройдя предварительно обработку, письма через блок стыковки поступают на сортировочную машину с односторонним расположением накопителей.
Фирма «Виккерс-Армстронг» предложила машину для автоматической сортировки письменной корреспонденции с кольцевой компоновкой накопителей (рис. 2.66).
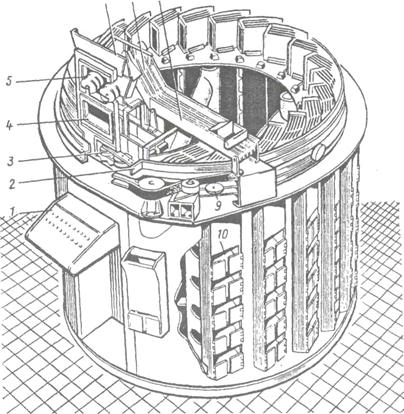
Рис. 2.66
Машина содержит цилиндрический корпус, на наружной поверхности которого в несколько ярусов расположены накопители писем 10. Распределительный конвейер 2 выполнен в виде вращающегося на кольцевой направляющей барабана 9. Отсортированные письма поступают в накопитель по желобам. Для загрузки писем в накопители между вращающимся барабаном и желобами на каждой вертикали накопителей установлена разгрузочная станция 3. Станция содержит отклоняющие стрелки, срабатывающие по командам с пульта управления 1. Отсортированные письма, из питателя 8, пройдя через сепаратор 7 и механизм транспортирования писем 6, поступают на пост чтения адреса 4 и 5 и далее подаются на внутреннюю поверхность вращающегося барабана. Письмо силой инерции прижимается к барабану и переносится к разгрузочной станции той или иной вертикали накопителей. Здесь письмо отделяется стрелкой от барабана и переходит в желоб соответствующего накопителя. Скользя по желобу, письмо под действием силы тяжести поступает в накопитель.
Поточные линии по обработке письменной корреспонденции, производимые в других зарубежных странах, как правило содержат те же машины и механизмы.
В письмосортировочных машинах фирмы «Телефункен» накопители расположены с одной или двух сторон. Письма поступают в машину или из сепаратора, или с мест кодирования, где адрес письма преобразуется в опознаваемый машиной код. Код наносится на поверхность письма на кодировочных аппаратах, которые могут быть вынесены в отдельные помещения при использовании видеокодировочных аппаратов. Распределительный конвейер письмосортировочной машины доставляет письма к накопителям прижимными ремнями, потоки писем коммутируются стрелками, управляемыми электромагнитами. Выгружают письма из накопителей вручную.
Письмосортировочная машина фирмы «Сименс» (рис. 2.67) имеет кольцевую компоновку накопителей. Основной частью этой машины является верхний вращающийся цилиндрический венец, состоящий из радиально расположенных карманов для транспортирования в каждом из них одного письма в вертикальном положении.
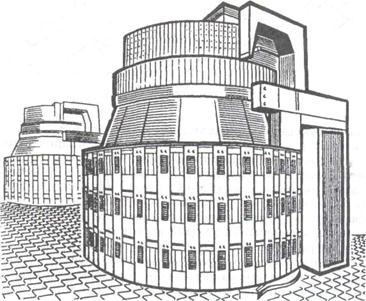
Рис 2.67
Дно этих карманов может открываться для свободного падения писем в накопители. Под венцом расположены приемные каналы желобов, изменяющие направление движения письма в горизонтальной и вертикальной плоскостях. Под приемными каналами находится цилиндрический вращающийся трехъярусный блок накопителей отсортированных писем. От приемных каналов к каждому накопителю подходит желоб, направляющий письмо в соответствующий накопитель при свободном падении. В процессе работы машины цилиндрический блок накопителей и цилиндрический венец вращаются навстречу один другому. Письма поступают в верхнюю часть машины и вводятся по одному в карманы цилиндрического венца. Перед поступлением в карман письма проходят перед опознающим устройством для определения адреса накопителя, в который должно быть направлено письмо. Дно каждого кармана оперативно связано с устройством управления машиной и открывается при подходе кармана к соответствующей вертикали накопителей. При открытом дне письмо из кармана по изогнутому желобу попадает в накопитель. Во время перемещения по желобу письмо поворачивается на 90° относительно плоскости падения для укладки его в накопителе горизонтально.
Значительные успехи в автоматизации обработки письменной корреспонденции достигнуты в Японии. За сравнительно короткий срок в Японии были разработаны системы автоматического считывания рукописного нормализованного цифрового почтового индекса. На рис. 2.68 дана схема поточной линии автоматической обработки писем фирмы «Тошиба» (Япония). На рисунке 1 — приемный бункер разборочной машины; 2 — формирователь; 3, 4 — устройства анализа толщины и высоты писем соответственно; 5 — лицовочно-штемпелевальная машины; 6 — накопители писем; 7 — табло сигнализации; 8 — сортировочная машина.
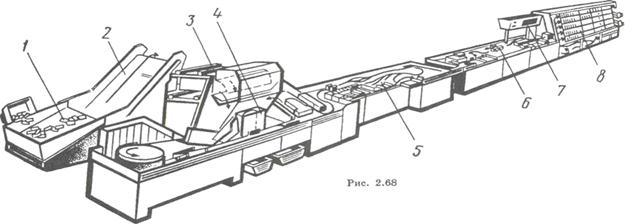
Рис. 2.68
На автоматических линиях осуществляется полная обработка письменной корреспонденции: сортировка по размерам, поворот адресной стороной письма к считывающему устройству, расположение в определенной последовательности по группам индексов почтовых предприятий.
В результате автоматизации штат работников, занятых обработкой письменной корреспонденции, увеличивается значительно медленней, чем почтовый оборот. В настоящее время в Японии на автоматических линиях обрабатывается до 90% письменной корреспонденции. При этом производительность каждой из машин линии составляет около 25 тыс. писем/ч.
Заслуживает внимания компактность машин. Так, письмосортировочная машина фирмы «Тошиба» занимает всего 6 м2 (0,06 м2 на накопитель).
Эксплуатация машин позволила вскрыть ряд трудностей в части считывания рукописного нормализованного цифрового почтового кода. Так, машина с трудом считывает цифры, если они написаны с небольшим нажимом. Кроме того, начертание рукописных цифр сложнее и разнообразнее, чем предполагалось, из-за чего машина с трудом считывает (различает) цифры кода. Ввиду того что знаки опознаются путем сравнения с эталоном, очень важно усовершенствовать эталонный трафарет, что повысит качество считывания.
Наиболее сложными в комплексе машин для обработки письменной корреспонденции являются автоматические машины, сортирующие письма по группам индексов почтовых предприятий.
Массив писем после лицовочно-штемпелевальной машины или в ящиках конвейером подается во вводное устройство сортировочной машины, где отделяемые сепарирующим механизмом письма по одному проходят перед считывающим устройством, которое определяет адрес накопителя. После этого письмо захватывается носителем и транспортно-распределительной системой направляется в соответствующие ряд и ярус накопителей, а затем отклоняющим клапаном выводится из носителя в тот или иной накопитель яруса. Из накопителей пачки отсортированных писем извлекают вручную для дальнейшей обработки (упаковки, вложения адресного ярлыка).
2.3.4. АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ СОРТИРОВКИ ПИСЕМ МАП-3
Машина МАП-3 предназначена для общей сортировки письменной корреспонденции по шестизначному цифровому индексу, наносимому на адресную сторону отправителем. Машина МАП относится к классу машин поточного действия, имеет линейно-замкнутый цепной распределительный конвейер с магнитной системой адресования типа «несущая память». Машина позволяет вести сортировку корреспонденции форматов С6 (114х162 мм) и А6 (105х148 мм) на 164 направления. Для этой цели в машине предусмотрены 164 рабочих, два резервных и два справочных накопителя.
Кинематическая схема машины представлена на рис. 2.72, а, б. Машина состоит из блока подачи и сепарации писем 1, устройства выравнивания и транспортирования писем к распределительному конвейеру 3, читающего устройства 4, цепного распределительного конвейера 6 с накопителем и цепного конвейера подачи писем на вязку 9. Механизм подачи писем 5 к сепараторму, работая в стартстопном режиме, подает письма в зону действия сепаратора. Письма поступают на загрузку в кассетах.
После сепарации письма поступают в выравнивающее устройство 3, которое одновременно используется для синхронизации поступления письма на распределительный конвейер с приходом на погрузку очередного кармана распределителя.
Выравнивающее устройство представляет собой канал шириной 7 мм, по которому письма движутся в вертикальном положении. Канал проходит над горизонтальной плитой, относительно которой письмо выравнивается под действием собственной тяжести.
Для транспортирования и синхронизации используется цепь 2 с толкателями, приводимая в движение от распределительного конвейера. После выхода письма из сепаратора оно встает на плиту выравнивающего устройства и, после того как толкатель догонит его, транспортируется к читающему устройству. Перед читающим устройством в канале выравнивания с помощью электронной маски контролируется положение письма относительно кармана распределительного конвейера. В случае рассинхронизации письмо отводится из канала в накопитель рассинхронизированных писем. Из канала выравнивания письма направляются в устройство транспортирования 8 писем перед головкой читающего устройства. В процессе транспортирования считываются стилизованные цифровые индексы, после чего письмо подается к вбрасывающим роликам. Ролики направляют письма в один из карманов распределительного конвейера. Одновременно магнитная головка записывает на магнитном носителе кода адреса накопителя в виде серии импульсов. Магнитный носитель установлен на каретке распределителя, в которой находятся карманы для писем.
Распределительный конвейер состоит из двух цепей 7, к которым прикреплены каретки 8. Каждая каретка представляет собой две штампованные щеки, между которыми размещаются два кармана для писем. Каждый карман рассчитан на транспортирование одного письма. Каретки перемещаются под действием цепей по направляющим на четырех катках.
Для сброса письма карман открыт со стороны вбрасывающих роликов. Для разгрузки карманов имеются шторки, закрывающие карман сверху и снизу. Шторки кармана открываются рычажным механизмом, который приводится в действие электромагнитом. Электромагниты группами по 12 шт. устанавливаются на уголок, который крепится к раме распределителя. Время выдержки электромагнитов выброса писем из кармана составляет 120 мс, или 60% времени продвижения карманов на один шаг. Время выдержки электромагнитов выбирают таким, чтобы обеспечить надежное открывание соответствующего кармана и исключить возможность открывания клапана соседнего кармана. Сигнал на срабатывание исполнительного электромагнита подается с магнитной головки, установленной перед соответствующим накопителем распределительного конвейера. Магнитная головка считывает информацию с адресоносителя, и в случае совпадения кода адреса с кодом селектора электромагнит срабатывает.
На нижнем ярусе машины расположены накопители 10 вместимостью 150—170 писем. Письма свободно выпадают из карманов, проходят между щитками, укладочными роликами и, принимая горизонтальное положение, направляются в накопитель.
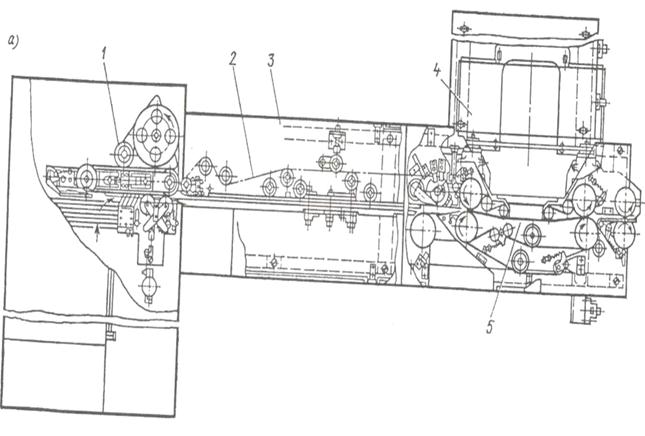
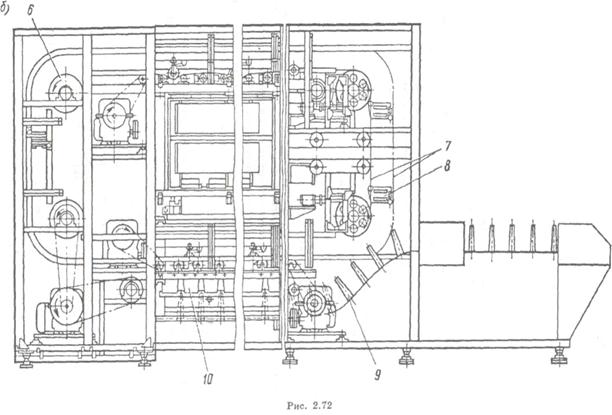
Рис 2.72
Все накопители снабжены датчиками заполнения, по сигналам которых блокируются электромагниты выброса писем из карманов. Заполненные накопители автоматически переключаются на свободные — резервные. В случае отсутствия резервных накопителей машина останавливается. Резервные накопители расположены в конце верхнего яруса. Они не имеют жесткого закрепления за направлениями и включаются в работу по мере необходимости. После того как каретки пройдут нижние накопители, они по вертикальному участку переходят на трассу верхнего яруса распределительного конвейера. Сортировка писем в верхние накопители производится так же, как и в нижние, однако на верхнем ярусе распределителя вместо накопителей вместимостью 150-170 писем установлены блоки механизированных накопителей. В механизированные накопители устанавливаются кассеты для сбора корреспонденции, которая далее будет сортироваться на машине детальной сортировки. При наличии кассеты в механизированном накопителе по мере поступления писем в приемный бункер датчик заполнения включает привод донышка. Донышко, опускаясь вниз, обеспечивает постепенное накапливание писем в кассете. При достижении донышком нижнего положения, соответствующего размеру пачки в полной кассете, срабатывает датчик заполнения. При этом блокируется электромагнит выброса писем из карманов в данный накопитель, загорается сигнальная лампочка заполнения. После съема кассеты с корреспонденцией датчик заполнения кассеты включает электродвигатель для подъема донышка в крайнее верхнее положение. Донышко в крайнем верхнем положении действует на датчик свободного состояния кассеты, который отключает двигатель и снимает блокировку с электромагнита выброса писем из карманов распределительного конвейера. Если кассета отсутствует, то датчик, фиксирующий наличие кассеты, блокирует электромагнит выброса корреспонденции в приемный бункер и зажигает сигнальную лампочку.
При нажатии кнопки принудительной разгрузки блокируется электромагнит выброса писем из карманов, а донышко механизированного накопителя опускается в крайнее нижнее положение для разгрузки накопителя с неполной кассетой. После снятия кассет донышко автоматически возвращается в верхнее положение.
По окончании сортировки подается сигнал на выгрузку писем. Письма из накопителей нижнего яруса автоматически выгружаются на секционный конвейер подачи пачек писем на обвязку. Письма верхнего яруса выгружаются в кассетах и подаются к машине детальной сортировки.
Машина МАП-3 имеет следующие технические характеристики: производительность — 18 000 писем/ч; скорость распределительного конвейера — 0,287 м/с; скорость движения писем перед головкой читающего устройства — 1,4 м/с; скорость вброса писем в карман — 2,8 м/с; емкость механизированных накопителей — 1000 писем.
2.3.5. УСТРОЙСТВА ДЛЯ СЧИТЫВАНИЯ ИНФОРМАЦИИ С КОНВЕРТА
Создание письмосортировочных аппаратов сопровождается большими техническими и организационными трудностями. Механические элементы автоматических машин (сепараторы, транспортно-распределительные системы и др.) должны обладать высокой степенью надежности при достаточно большой производительности (20 тыс. писем/ч и более). Читающее и управляющее устройства машины должны обеспечивать автоматическое считывание признака сортировки с плоскости конверта и распределение писем по соответствующим накопителям. Процесс внедрения автоматических письмосортировочных машин должен сопровождаться большой разъяснительной работой среди населения, поскольку от качества заполнения адресной стороны конверта в значительной степени зависят надежность автоматического считывания признака сортировки, а следовательно, и возможность обработки писем на сортировочном автомате.
В зависимости от принятого способа адресования письменной корреспонденции могут потребоваться буквочитающие, цифрочитающие или кодочитающие устройства.
Применение для автоматической сортировки устройства, читающего ненормализованные рукописные буквы, могло бы избавить от необходимости проводить широкую разъяснительную работу среди населения, но создание этого устройства сопряжено со значительными материальными затратами и поэтому оно пока не находит применения. Наиболее дешевым методом сортировки письменной корреспонденции на данный момент следует считать сортировку по адресному цифровому коду, наносимому отправителем в определенном месте конверта.
В настоящее время в России действует система цифровой индексации, в основу которой положены следующие принципы. Вся территория России разбита на области, которые обозначаются первыми тремя цифрами шестизначного индекса (рис. 2.73). Первыми тремя цифрами индексируются также областные центры. Структура индекса в пределах области построена по десятизначной системе: область разбита на десять зон, зона — на десять секторов, каждый из которых может объединять не более десяти адресных предприятий связи.
Таким образом, индекс предприятия связи областей представляет собой шестизначное число, в котором:
- первые три цифры обозначают область и областной центр, например 605...;
- четвертая цифра индекса обозначает одну из десяти зон области, например 6051...;
- пятая цифра индекса обозначает один из десяти секторов зоны, например 60515...;
- шестая цифра индекса присваивается одному из десяти адресных предприятий связи, относящихся к данному сектору, например 605150.
Письменная корреспонденция, отправляемая за пределы России, обозначается индексами, начинающимися с цифры 5. Начертание цифровых индексов производится отправителем по трафарету, отпечатанному типографским способом в нижней части конверта (см. рис. 1.2). В отечественных машинах применяется цифрочитающее устройство (ЦЧУ) для автоматического считывания рукописных цифр, наносимых от руки по трафарету отпечатанному типографским способом, т.е стилизованных рукописных цифр. Считывание рукописной информации с конверта осуществляется по системе бегущего луча с применением электронно-лучевой трубки, фотоэлектронного умножителя и шаровой светосъемной камеры.

Рис. 2.73
Конфигурация наносимых цифр должна соответствовать образцу, приведенному на клапане конверта (рис. 2.74, а). Она была выбрана исходя из того, что написание цифр на письмах не должно значительно отличаться от обычного написания человеком арабских цифр и цифры должны распознаваться ЦЧУ с большой достоверностью.
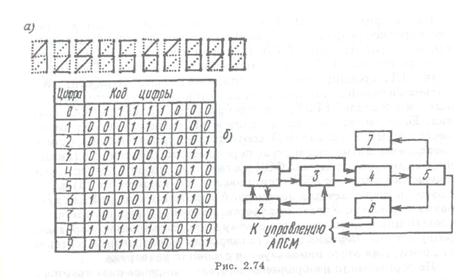
Рис. 2.74
Почтовый индекс нельзя писать карандашом и чернилами желтого и светло-зеленого цветов. При написании индекса допускаются следующие отклонения элементов цифр (горизонтальных, вертикальных и наклонных штрихов) от направляющих линий трафаретной сетки: перекос штрихов — не более ± 15°; параллельное смещение для горизонтальных штрихов — не более ± 2 мм; параллельное смещение для вертикальных штрихов наружу трафарета — не более 1 мм и внутрь трафарета — не более 2 мм; параллельное смещение для наклонных штрихов в вертикальном направлении — не более ± 2 мм. Элементы цифр (штрихи) могут иметь ширину (толщину) 0,35—1,0 мм. Контрастность штрихов должна быть не менее 0,6. Непрерывная длина горизонтальных и вертикальных штрихов должна быть не менее 3 мм. Непрерывная длина проекции наклонных штрихов на горизонталь должна быть не менее 3 мм. Производительность ЦЧУ – не менее 220 тыс. писем/ч. При
указанных условиях написания цифр индекса ЦЧУ должно обеспечивать вероятность ошибки распознавания не более 10-4 на один знак, что соответствует одной ошибке на 10 тыс. прочитанных цифр, и вероятность отказа от распознавания не более 5-10-3 на знак или один отказ на 200 прочитанных цифр.
Цифрочитающее устройство (ЦЧУ) состоит из считывающего устройства 1 (рис. 2.74, б), предназначенного для преобразования оптического изображения цифр почтового индекса в электрический сигнал, устройства развертки 2, управляющего перемещением светового луча в считывающем устройстве; устройства центровки 3, обнаруживающего стартовую и центровочные метки, блока анализа 4, предназначенного для составления описания считываемой цифры, блока принятия решения 5, распознающего цифру по ее описанию; блока индикации 7, осуществляющего визуальную индикацию распознанных цифр; блока контроля 6, осуществляющего автоматический контроль за исправностью ЦЧУ во время его работы.
Конструктивно ЦЧУ состоит из двух частей: считывающего устройства, расположенного на той части письмосортировочной машины, где письма движутся одно за другим прямолинейно и равномерно, и логического устройства (стойки ЦЧУ), расположенного на некотором удалении от письмосортировочной машины. Стойка ЦЧУ объединяет все устройства, за исключением считывающего. В считывающем устройстве использован принцип «бегущего луча». Логическое устройство ЦЧУ построено на интегральных микросхемах.
Рассмотрим работу ЦЧУ начиная с того момента, когда переднее короткое ребро письма 3 появляется перед окошком считывающего устройства (рис. 2.75). При этом открывается электроннолучевая трубка (ЭЛТ) 1 в считывающем устройстве. Светящееся пятно ЭЛТ проецируется объективом на письмо. Отраженный от письма световой поток попадает на фотокатод двух фотоэлектронных умножителей (ФЭУ) 2 и преобразуется в электрический сигнал. Если светящееся пятно полностью расположено на чистом месте письма, то сигнал ФЭУ соответствует уровню белого, если же светящееся пятно полностью перекрыто изображением (линией цифры, меткой), то сигнал ФЭУ соответствует уровню черного. Электрический сигнал с ФЭУ усиливается (4), квантуется (5) на два уровня и поступает для логической обработки в устройства центровки и анализа. Участок конверта, на котором располагается почтовый индекс, сканируется сверху вниз, параллельно короткому ребру письма. Вертикальный размер зоны сканирования составляет 26 мм. Для этого используется строчная развертка.
По горизонтали изображение почтового индекса сканируется за счет движения письма в направлении длинного ребра. Сначала в область сканирования попадает стартовая метка, представляющая собой две черные полоски длиной 7 мм и шириной 2 и 1 мм. Сигнал от стартовой метки поступает в устройство центровки, где анализируется его длительность. Если параметры сигнала от стартовой метки соответствуют размерам метки, то после кратного сканирования принимается решение о ее обнаружении и, следовательно, считывается стандартное письмо (зона индекса оформлена по стандарту). По этой команде в устройстве центровки включаются схемы выделения сигнала от центровочных меток (6 черных полосок длиной 7 мм и шириной 2 мм и отстоящих друг от друга на расстоянии 2 мм) над цифрами и разрешение на прохождение видеосигнала от линий считываемых цифр в устройстве анализа.
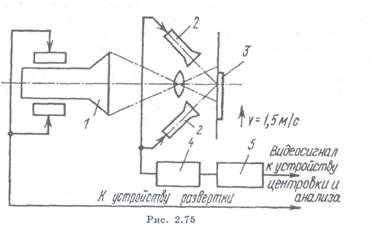
Рис. 2.75
Если стартовая метка не обнаружена, то письмо направляется устройством управления письмосортировочной машины в справочный накопитель, письма из которого затем поступают на ручную сортировку.
Центровочные метки выделяются измерением длительности видеосигнала от них. Если параметры сигнала соответствуют размерам метки, то принимается решение об ее обнаружении в данной строке сканирования. По этой команде включается в работу устройство анализа. Исходным сигналом для этого устройства являются сигнал конца (нижней кромки) центровочной метки и видеосигнал от изображения, расположенного под центровочной меткой. Устройство анализа по этим сигналам после 35-кратного сканирования вырабатывает девятиразрядный двоичный код, являющийся описанием считываемой цифры. Каждый разряд девятиразрядного двоичного кода соответствует определенному элементу цифры: горизонтальному, вертикальному или наклонному штриху. Наличие данного элемента в считываемой цифре отмечается логической единицей в соответствующем разряде девятиразрядного двоичного кода, отсутствие — логическим нулем (см. рис. 2.74, а).
Составляется описание следующим образом. Вся площадь под центровочной меткой разбивается на десять областей (рис. 2.76), каждая из которых является местом возможного расположения определенного элемента цифры. Поскольку области достаточно велики и имеют зоны существенного взаимного перекрытия, то для исключения ложного обнаружения элемента в данной области каждая из областей разбивается на три подобласти (рис. 2.77).
Разбивка на области и подобласти осуществляется с помощью генератора зон, который вырабатывает последовательность из 70 импульсов, соответствующую 70 зонам по 0,2 мм, что эквивалентно 14 мм протяженности строки от конца (низа) центровочной метки до нижней границы расположения информации о цифре и генератора строк сканирования. Шаг сканирования по горизонтали равен 0,2 мм, что на длине центровочной метки 7 мм дает 35 строк.
Таким образом, вся площадь возможного расположения информации о цифре имеет координатную сетку с шагом 0,2 мм. Абцисса любой точки определяет номер строки, а ордината — номер зоны (см. рис. 2.75). Устройство анализа в каждой подобласти подсчитывает число черных элементов (по 0,2 м). Если это число превышает пороговое, то принимается решение о наличии элемента (штриха) цифры в данной подобласти, в противном случае считывается, что элемента в подобласти нет. Решение о наличии элемента (штриха) цифры в данной области принимается при наличии элемента цифры хотя бы в одной подобласти данной области.

Рис. 2.76
Девятиразрядный двоичный код — описание считываемой цифры (см. рис. 2.74, б) — поступает в устройство принятия решения, которое либо распознает в предъявленном ему описании определенную цифру, либо выдает сигнал «Отказ от распознавания». Распознавание осуществляется подсчетом числа отличий каждого из эталонных описаний цифр, хранящихся в устройстве, от предъявленного описания, соответствующего исходному изображению.
Дело в том, что на практике исходным изображением может быть не только цифра, но и любое другое изображение, например буква, некоторый символ и т.д. За отличие принимается отсутствие элемента (штриха) в эталоне при его наличии в описании и наличии элемента в эталоне при его отсутствии в описании.
Предъявленная цифра получает название того эталона, который имеет наименьшее число отличий (не больше одного) от описания цифры, при этом должен быть только один эталон.
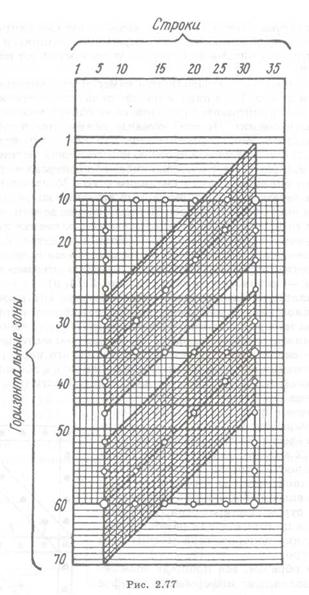
Рис. 2.77
2.3.6. КОНВЕЙЕР ДЛЯ МЕЖОПЕРАЦИОННОГО ТРАНСПОРТИРОВАНИЯ ПИСЬМЕННОЙ КОРРЕСПОНДЕНЦИИ КАЯ
Цепной толкающий конвейер КАЯ служит для транспортирования ящиков с письменной корреспонденцией с автоматической выгрузкой последних согласно заданному на ящиках адресу в местах ее обработки. Конвейер представляет собой сортировочную установку поточного действия с электромеханической системой адресования несущего типа.
Трасса конвейера 3 (рис. 2.78) проходит на различных уровнях по замкнутому контуру в соответствии с расположением рабочих мест, на которых обрабатывается письменная корреспонденция. Конвейер собирают из типовых узлов и деталей. Длина трассы не превышает 250 м, а число поворотов 5 в различных плоскостях не должно быть более 30. Конструкция конвейера рассчитана на прием ящиков с любого напольного участка трассы и транспортировку их к месту дальнейшей обработки письменной корреспонденции. В местах разгрузки конвейер оборудуют специальными устройствами для считывания адреса, установленного на ящике и автоматического сброса его в специальное накапливающее устройство 4, вместимость которого составляет три ящика. Кроме разгрузочных устройств трасса конвейера включает приводную 2 и натяжную 1 станции и направляющие различной конфигурации. Комплект направляющих позволяет смонтировать трассу конвейера с поворотами влево и вправо под углами 45° и 90°, вверх и вниз под углом 40°.
Конструктивно основные типовые элементы представляют собой сварную раму, изготовленную из равнобокого и неравнобокого стальных уголков и стального швеллера. На верхней части этих рам крепятся металлические листы с вмонтированными пластмассовыми роликами, которые облегчают движение ящика в момент его транспортирования по трассе конвейера. Внутри направляющих рам проходит путь для тягового органа, выполненный из четырех стальных равнобоких уголков.
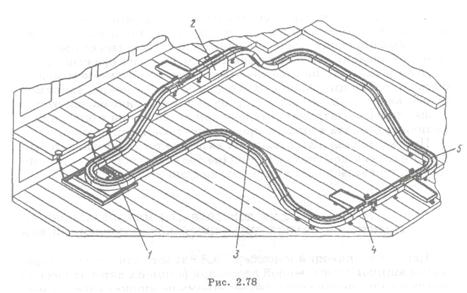
Рис. 2.78
Привод конвейера — гусеничного типа. Конструкция привода включает в себя сварную раму, изготовленную из стального уголка и швеллера. Гусеничный привод, состоящий из червячного редуктора, асинхронного электродвигателя, звездочек и втулочно-роликовой цепи с кулачками-толкателями, крепится внутри сварной рамы на специальной плите. Кулачки-толкатели последовательно входят в зацепление с тяговым органом, проталкивая его через направляющие. Для аварийного отключения привода предусмотрен срезной штифт. Кроме того, для обеспечения работы пусковых и регулирующих устройств конвейера привод оборудован специальной аппаратурой.
Разгрузочное устройство монтируется на трассе у мест сбора и обработки письменной корреспонденции и предназначено для автоматической разгрузки ящика с трассы конвейера на приемный столик (накопитель) в месте его адресования. Конструктивно устройство представляет собой комплект из трех частей: неподвижной, которая служит продолжением трассы конвейера, подвижной, обеспечивающей разгрузку ящика, и накапливающего устройства, осуществляющего прием и накапливание ящиков с письменной корреспонденцией у мест ее обработки. Емкость накапливающего устройства — три ящика.
В верхней части разгрузочного устройства на кронштейнах смонтированы два датчика, выполняющие функции считающего устройства. Датчик состоит из микропереключателя МИ-ЗА, пружины и рычага, выступающего в сторону трассы конвейера. Рычаг кинематически связан плоской пружиной с микропереключателем. При одновременном замыкании контактов датчиков срабатывает механизм сброса разгрузочного устройства.
Конструкция механизма сброса включает в себя электромагнит постоянного тока, который при включении приподнимает рычаг-лыжу. При этом закрепленный на тяговом органе конвейера палец, наезжая на лыжу, приподнимает одну сторону подвижной части разгрузочного устройства. Принимая наклонное положение, подвижная часть разгрузочного устройства обеспечивает свободное соскальзывание ящика с трассы конвейера в накапливающее устройство. При поступлении ящика в накапливающее устройство он нажимает на рычаг путевого выключателя, который разрывает цепь питания электромагнита. После этого лыжа и подвижная рама принимают исходное положение и готовы для приема и сброса следующего ящика. При заполнении ящиками разгрузочного устройства оно блокируется.
Натяжная станция конвейера — винтового типа, максимальный ход винта 600 мм. Конструкция натяжной станции включает в себя две сварные рамы — подвижную с катками и неподвижную. Станция рассчитана на поворот трассы на 180° радиусом 1000 мм. Для направления тягового органа и ящиков по трассе конвейера служат направляющие различной конфигурации. В верхней части направляющих на винтах закреплены металлические листы, на которых для легкости транспортирования ящиков расположены роликовые опоры. Направляющие напольного исполнения имеют узкую щель шириной 80 мм между верхними листами, что заставляет упоры тягового органа, ширина которых более 30 мм, двигаться под листами в наклонном положении. Этим достигается удобство загрузки ящиков на конвейер.
Направляющие подвесного исполнения имеют между верхними листами щель шириной 52 мм, что дает возможность упорам двигаться в вертикальном положении и удерживать ящики при движении вниз на наклонных участках трассы. Тяговый орган конвейера состоит из двухшарнирной цепи с пластмассовыми катками, литыми стальными толкателями и упорами, а также боковыми пальцами с насажанными на них втулками. Толкатели и упоры вмонтированы между пластинами цепи и закреплены болтовыми соединениями. Пальцы прикреплены через боковые пластины к толкателям.
Письменная корреспонденция транспортируется в ящиках, на боковой стенке которых крепятся два блока клавишей-адресоносителей. Объем ящика (0,026 м8) позволяет транспортировать 1200—1300 писем общей массой 8—10 кг. Форма ящиков дает возможность ставить их один в другой, что уменьшает площади, потребные для их хранения. Масса ящика 1,3 кг. Блоки клавишей состоят из шести подпружиненных клавишей. Нажатием двух клавишей из 12 (по одной на каждом блоке) можно набрать 36 комбинаций-адресов (шесть комбинаций дает каждый блок, совместное использование двух блоков дает число комбинаций, определяемое как произведение числа комбинаций каждого блока, т.е. 36).
Работа оператора (диспетчера) заключается в следующем. Оператор нажимает на кнопку «Пуск» конвейера, после чего включается предупреждающая сигнализация, а затем привод. Расположенные на гусенице привода толкатели поочередно входят в зацепление с тяговым органом и перемещают его по колее направляющих трассы. Оператор, нажимая клавиши, задает адрес на ящике с письменной корреспонденцией и ставит его на конвейер таким образом, чтобы блок был обращен в сторону датчиков, установленных на разгрузочных устройствах. Перед каждым толкателем устанавливается только один ящик.
Под действием толкателя ящик начинает двигаться по трассе к соответствующему разгрузочному устройству. Разгрузочное устройство приводится в действие одновременным срабатыванием двух датчиков, по сигналу которых включается электромагнит и приводит механизм сброса в наклонное положение. При этом ящик соскальзывает в накопитель.
Во время движения по трассе ящики удерживаются откидными упорами (при движении вниз) и толкателями (при движении вверх). Боковые смещения предупреждаются бортами, закрепленными по всей трассе конвейера.
Для экстренной остановки конвейера по всей трассе через каждые 10 м и на каждом разгрузочном устройстве имеются аварийные кнопки «Стоп».
Техническая характеристика конвейера: производительность — 525 ящиков/ч; максимальная масса груза, транспортируемого в ящике — 10 кг; скорость тягового органа — 0,122 м/с; максимальное число адресов — 36 мм; ширина трассы — 334 мм; угол поворота трассы в горизонтальной плоскости — 40°; в вертикальной плоскости — 45,9°; шаг толкателей — 1200 мм.
2.3.7. СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕХНОЛОГИЙ И ТЕХНИЧЕСКИХ СРЕДСТВ ОБРАБОТКИ ПИСЬМЕННОЙ КОРРЕСПОНДЕНЦИИ
Опыт показывает, что незначительное повышение машиновооруженности обработки письменной корреспонденции не приводит к заметному росту производительности труда. Поэтому тенденции развития процесса обработки письменной корреспонденции предполагают возможность включения автоматических письмосортировочных машин в автоматизированную линию обработки письменной корреспонденции, в которой наиболее полно создаются условия для одновременного достижения минимальных длительности производственного цикла обработки и удельных трудовых затрат (рис. 2.79).
Условные обозначения устройств и машин, использованные на рис. 2.79, означают: ПК — письменная корреспонденция; ПЖДП— прижелезнодорожный почтамт; ПЯ — почтовый ящик (тарный); ОС — отделение связи; ГСП — городская служебная почта; УС — узел связи; ЛШУМ — лицовочно-штемпелевальное устройство модернизированное; АПСММ — автоматическая машина письмосортировочная модернизированная; АСЯ — автоматизированный склад для тарных ящиков; УТЯ — устройство транспортное для тарных ящиков; УСБМ — устройство для сортировки бандеролей модернизированное; УТМ — устройство транспортное для мешков.
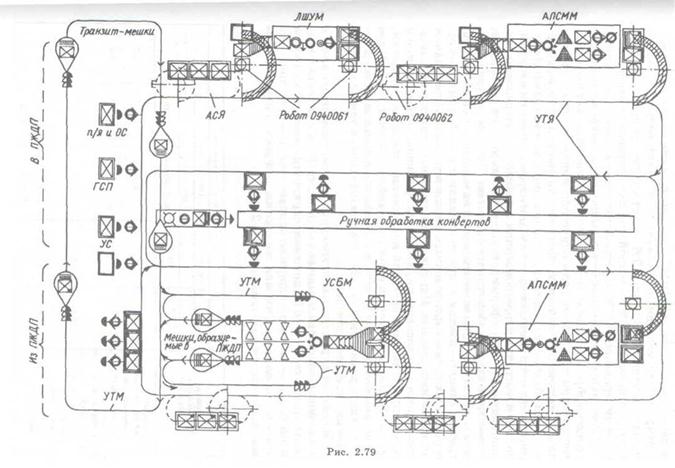
Рис. 2.79
Наибольшая эффективность комплексного технологического процесса обработки письменной корреспонденции может быть достигнута при повышении доли корреспонденции, обрабатываемой на автоматических машинах, поступлении писем и почтовых карточек на обработку в ящиках, механизации и автоматизации операций вскрытия постпакетов и укладки корреспонденции в ящики, подачи и выгрузки корреспонденции с письмообрабатывающих машин, автоматизации формирования постпакетов и их сортировки совместно с крупногабаритными письмами. Повышение удельного веса корреспонденции, обрабатываемой на машинах, в свою очередь, требует стандартизации корреспонденции и разработки более совершенных письмосортировочных машин и устройств считывания адресной информации. Параметрами почтовых отправлений, подлежащими стандартизации, являются: размеры, расположение и способ представления адресной информации, материал упаковки, масса. Размеры почтовых конвертов выбраны с учетом наиболее экономичного раскроя бумаги и удобства вложения в них стандартного листа размером 210х297 мм без перегиба, а также сложенного вдвое, втрое и вчетверо.
Изучение структуры поступающей на почтовое предприятие письменной корреспонденции показывает, что 95 % составляют конверты формата 114х162 и почтовые карточки формата 105х148 мм и лишь 2% — конверты других типоразмеров. Поэтому почтовые машины предназначены для обработки в первую очередь писем наиболее массового формата (табл. 2.3).
ТАБЛИЦА 2.3
| Потоки корреспондент- ции | Удельный вес отправлений | ||||
| форматов 114x162 и 105x148 мм | Крупногабаритных | ||||
| Всего | В том числе | ||||
| других областей | своей области | город | |||
| Исходящий: из городских отделений связи из почтовых ящиков Транзитный и входящий: из почтовых вагонов и самолетов с автопочтовых маршрутов Итого: | 10,7 17,4 56,8 15,1 100,0 | 6,0 10,2 9,8 8,1 34,1 | 2,3 3,8 23,0 3,5 32,6 | 2,4 3,4 24,0 3,5 33,3 | 6,7 2,9 4,1 3,9 4,1 |
Исследование размеров и массы крупногабаритных писем, проведенное на ПЖДП при Казанском вокзале Москвы, свидетельствует, что значительная часть среди них составляют служебные отправления, написанные на одной странице формата 210х297 мм, и вложенные в конверт без перегиба или сложенные пополам. Очевидно, что пересылка писем объемом в одну-две страницы в конвертах формата, большего, чем 114х162 мм, нецелесообразна по ряду вполне понятных причин. С нашей точки зрения, было бы разумно стимулировать пересылку писем в конвертах, наилучшим образом соответствующих вложению, с помощью целенаправленной тарифной политики.
Развитие рыночных отношений и общее оживление экономики в России, очевидно, приведет к определенному росту объемов деловой и рекламной корреспонденции. При этом встанет вопрос о целесообразности обработки на автоматических машинах писем форматом 110х220 мм совместно с письмами форматов 114х162 105х148 мм. При этом необходимо иметь в виду, что это потребует: 1) разработки, изготовления или закупки за рубежом оборудования для производства конвертов формата 110х220 мм; 2) дополнительного расхода бумаги; 3) ручной обработки или замены всего парка существующего оборудования, которым оснащены все механизированные почтовые узлы страны.
В итоге возрастает сложность и стоимость оборудования, снизится его надежность, увеличится потребность в производственных площадях, значительно усложнится задача автоматической выгрузки писем из ящиков в вводные устройства машин и из выводных устройств машин в ящики, а следовательно и автоматической передачи писем в ящиках между машинами.
Таким образом, сложившаяся структура потоков письменной корреспонденции в России и отсутствие объективных причин к ее резкому изменению обусловливает нецелесообразность объединения в целях автоматизированной обработки писем и карточек форматов 114х162 и 105х148 мм с отправлениями больших форматов.
Отечественная машина МАП-4, являющаяся развитием уже освоенной модели МАП-3, в основном отвечает преобладающим в промышленно развитых странах тенденции развития письмообрабатывающей техники, а также требованиям почтовой связи России.
Исследования говорят о том, что высокой степени автоматизации сортировки писем больших форматов можно достигнуть за счет создания и внедрения автоматизированного комплекса для совместной сортировки крупногабаритных писем с постпакетами и бандеролями (АКСПБ). В этом случае решается задача механизации и автоматизации обработки всех видов почтовых отправлений при минимальном разнообразии способов нанесения адресной информации, вариантов организации производственных процессов, используемых типов технических средств.
ТАБЛИЦА 2.4
| Вид считываемой информации | Вероятность | |
| правильного опознавания | отказ от опознавания | ошибочного опознавания |
| Штриховой двоичный код Стилизованные цифры Машинописные и печатные цифры Нормализованные цифры | 99,45 98,9 97,8 97,0 | 0,5 0,6 2,0 |
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 5246; Нарушение авторских прав?; Мы поможем в написании вашей работы!