КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Характеристика
|
|
|
|
И ИХ ТЕХНИКО-ЭКОНОМИЧЕСКАЯ
ТИПЫ ПРОИЗВОДСТВА
10.1.
ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
ТИПЫ, ФОРМЫ И МЕТОДЫ
Типы производства и их технико-экономические характеристика. Формы организации производства. Методы организации производства.
Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью к объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций — К3. Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:

где Koni — число операций, выполняемых на г-м рабочем месте; Кр.м — количество рабочих мест на участке или цехе.
Различают три типа производства: единичное, серийное, массовое (табл. 7).
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматривается. Коэффициент закрепления операций для единичного производства принимается свыше 40.
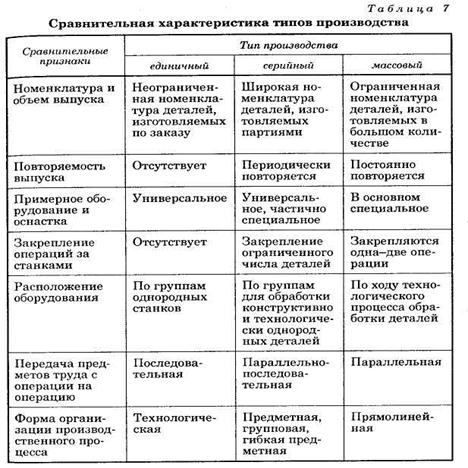
Серийное производство характеризуется изготовлением или ремонтом изделий, периодически повторяющимися партиями. В зависимости от количества изделий в партии или серий и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Для мелкосерийного производства коэффициент закрепления операций принимают от 21 до 40 включительно, для среднесерийного производства — от 11 до 20 включительно, для крупносерийного производства — от 1 до 10 включительно.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемы или ремонтируемых продолжительное время, в течении которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1.
Единичное и близкое к нему мелкосерийное производства характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов.
Технологические процессы в условиях единичного производства разрабатываются укрупнено в виде маршрутных карт на обработку деталей по каждому заказу участки оснащаются универсальным оборудованием, обеспечивающим изготовление деталей номенклатуры. Большое разнообразие работ, которые приходится выполнять многим рабочим, требует от них различных профессиональных навыков. Поэтому на операциях используются рабочие-универсалы высокой квалификации. На многие участках, особенно в опытном производстве, практикуется совмещение профессий.
Организация производства в условиях единичного производства имеет свои особенности. Ввиду разнообразия деталей, порядка и способов их обработки производственные участки строят по технологическому принципу с расстановкой оборудования по однородным группам. При такой организации производства детали в процессе изготовления проходят различные участки. Поэтому при передаче их на каждую последующую операцию (участок необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующих операций.
Особенности организации первичного производстве сказываются на экономических показателях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного прослеживания деталей между операциями. Структура себестоимости отличается высокой долей заработной платы; эта доля, как правило, не ниже 20-25%.
Основные возможности улучшения технико-экономических показателей единичного производства связаны с приближением его по технико-организационному уровню к серийному.
Серийный тип производства характеризуется изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенный промежуток времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технических процессов предусматривают порядок выполнения и оснастку каждой операции.
Для организации серийного производства характерны следующие черты: цехи, как правило, имеют в своем составе предметно-замкнутые участки, оборудование на которых расставляется по ходу типового технологического процесса. В результате возникают сравнительно простые связи между рабочими местами и предпосылки для организации прямоточного перемещения деталей в процессе их изготовления.
Предметная специализация участков делает целесообразным обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых штук, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного типа производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность.
Массовое производство отличается наибольшей специализацией и характеризуется изготовлением ограниченной номенклатуры деталей в больших количествах. Цехи массового производства оснащаются наиболее совершенным оборудованием, позволяющим почти полностью автоматизировать изготовление деталей.
Большое распространение имеют автоматические поточные линии. Технологические процессы механической обработки разрабатываются более тщательно, по переходам. За каждым станком закрепляется относительно небольшое количество операций, что обеспечивает наиболее полную загрузку рабочих мест. Оборудование располагается цепочкой по ходу технологического процесса отдельных деталей. Рабочие специализируются на выполнении одной-двух операций. Детали с операции на операцию передаются поштучно. В условиях массового типа производства возрастает значение организации межоперационного транспорта, технического обслуживания рабочих мест. Постоянный контроль за состоянием режущего инструмента, приспособлений, оборудования является одним из условий обеспечения непрерывности процесса производства, без которого неизбежно нарушается ритмичность работы на участках и в цехе. Необходимость поддержания заданного темпа во всех звеньях производства становится отличительной особенностью организации процессов массового производства. Массовое производство обеспечивает наиболее полное использование оборудования, высокий общий уровень труда, самую низкую себестоимость изготовления продукции.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 458; Нарушение авторских прав?; Мы поможем в написании вашей работы!