КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
На межцеховом уровне
|
|
|
|
ВО ВРЕМЕНИ И ПРОСТРАНСТВЕ
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
ОРГАНИЗАЦИЯ
14.4.
СОГЛАСОВАНИЕ РАБОТЫ ПРОИЗВОДСТВЕННЫХ ПОДРАЗДЕЛЕНИЙ
Центральной задачей, сердцем всей маршрутной системы ОПП (МСОПП) является формирование сводного объемно-циклового графика подготовки производства и изготовления изделий. И наиболее сложно это сделать в условиях единичного и мелкосерийного производства, при высокой обновляемости выпускаемой продукции, когда согласование процессов подготовки производства и изготовления изделий (заказов) состоит из согласования противоречивых требований: учета динамизма реального хода производства; своевременности выполнения заказов; непрерывной и полной загрузки производственных участков; минимизации уровня комплектного незавершенного производства. Эта задача неразрешима с позиции статичного представления о ходе производства, она решается с помощью объемно-динамического метода, причем динамизм производственного процесса здесь не препятствует, а, наоборот, способствует стабилизации производственного процесса в рамках сводного объемного плана-графика (рис. 7).
На рисунке 7 обозначения Ооз, Оом, Ок — нормативные опережения окончания стадий производственного процесса (соответственно заготовительной, механообрабатывающей, сборки сборочных единиц) выполнения работ, переходящих с предыдущего планового периода; Ова, Овм, Ове — опережение выпуска серии изделий «А» соответственно на производственных стадиях (заготовительной, механообрабатывающей, сборки сборочных единиц) относительно окончания генеральной сборки этой серии изделий.
Сводный объемно-цикловой план-график строится следующим образом. На оси ординат откладывается количество рабочих мест основного производства, а на оси абсцисс — время в рабочих днях. Каждый производственный участок на графике отображается прямоугольником,
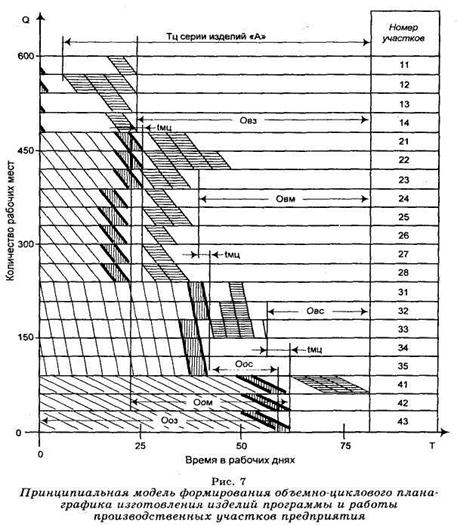
вытянутым на весь горизонт планирования. При разработке сводного объемно-циклового плана-графика на новый плановый период оценивается объем работ, переходящих из предыдущего планового периода, который отражается на графике с начала периода планирования в виде свертывающегося процесса и формирует загрузку каждого производственного участка. Понятно, что финишные производственные участки загружаются на значительно большее время, чем начальные (стартовые) производственные участки.
Производственный процесс изготовления каждого изделия может быть представлен как объемно-цикловой график изготовления МКД и СЕ и выполнения его генеральной сборки. На рисунке 7 представлен объемно-цикловой график изготовления изделий «А». На каждой стадии процесса, на каждом производственном участке в соответствии со схемой вхождения предметов труда в изделие «А» на рисунке изображены параллелограммы, отображающие процессы изготовления соответствующих МКД и СЕ. Острые углы каждого параллелограмма представляют скорости развертывания и свертывания процессов изготовления МКД и СЕ на соответствующих участках. Причем чем больше операций в типовом технологическом маршруте изготовления МКД и СЕ, тем относительно медленнее развертываются и свертываются их процессы.
Для каждого производственного участка скорости развертывания и свертывания частичных процессов изготовления МКД и СЕ одинаковы, что обеспечивает полную стыковку согласуемых процессов (параллелограммов).
Объемно-цикловой график выполнения заказов, запускаемого первым, пристраивается к графику выполнения переходящих работ (см. рис. 7). Затем пристраиваются объемно-цикловые графики выполнения последующих заказов. Для обеспечения непрерывности загрузки производственных участков при сопряжении объемно-цикловых графиков изготовления изделий (заказов) должны выдерживаться три обязательных условия:
· сбалансированность структуры трудоемкости производственной программы и пропускной способности основных производственных участков завода;
· согласование опережений в сводном объемно-цикловом графике между процессами изготовления МКД и СЕ одного изделия, которые не должны быть меньше минимально необходимых согласно объемно-цикловому
графику изготовления серии соответствующего изделия;
· соблюдение опережений между стадиями производственного процесса, которые должны быть равны между собой, но вместе с тем величина этих опережений должна быть равна или чуть больше наибольшей длительности стадии цикла изготовления серии одного из изделий (заказов) программы.
Если вышеперечисленные условия выдерживаются, то в процессе производства полностью и последовательно реализуются следующие цели:
· своевременное выполнение обязательств по поставкам продукции;
· организация непрерывной и полной загрузки производственных участков и плановых рабочих мест;
· обеспечение минимального и комплектного незавершенного производства.
В противном случае возникают перерывы в работе производственных участков, сильно увеличивается объем и нарушается комплектность незавершенного производства, резко снижает ритмичность производства.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 300; Нарушение авторских прав?; Мы поможем в написании вашей работы!