КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные типы автоматических рабочих машин
|
|
|
|
Классифицировать рабочие машины можно по степени непрерывности и по степени автоматизации.
С точки зрения непрерывности рабочие машины можно разбить на три класса (табл. 2):
I класс – машины дискретного действия, которые требуют остановки изделия на рабочей позиции на период выполнения рабочего процесса (обычные токарные, сверлильные, фрезерные и другие станки, контрольные и сборочные автоматы и т. п.);
II класс – машины непрерывного действия, в которых орудия труда неподвижны, а предмет труда безостановочно движется (бесцентровошлифовальные станки при шлифовании на проход, станки или приспособления для непрерывного фрезерования, некоторые типы контрольных и сборочных автоматов и т. п.);
III класс – машины непрерывного действия, в которых перемещается как предмет труда, так и орудие труда, т. е. изделие и инструмент; в дальнейшем мы их будем называть квазинепрерывными (роторные машины и автоматические линии Л. Н. Кошкина).
Таблица 2
Классификация машин по степени непрерывности процесса
| Класс | Инструмент (раб. Зона) | Изделие | Примеры схем и систем машин | Графики и формулы производительности |
| дискретные | неподвижен | неподвижно | 
| 
|
| непрерывные | неподвижен | движется | 
| 
|
| квазинепрерывные | движется | движется | 
| 
|
Производительность машины I класса определяется по формуле
 (1)
(1)
где T — время цикла
 (2)
(2)
где tм — машинное время;
tx — холостое время (возврат инструмента);
tз — время фиксации и зажима;
to — время освобождения (разжим и расфиксация);
tтр — время транспортирования.
Производительность машины I класса ограничивается временем технологического цикла и может быть увеличена либо за счет уменьшения, либо за счет увеличения числа рабочих позиций.
Производительность машины II класса определяется по формуле
 (3)
(3)
где uт — скорость технологического движения (скорость транспортного движения);
l — размер детали, измеренный в направлении движения;
a — расстояние между двумя изделиями.
Производительность машин II класса не ограничивается временем технологического цикла, а зависит лишь от скорости технологического движения и, конечно, от размера изделия. В машинах II класса элементы технологического цикла, в том числе частично и машинное время, перекрываются, следовательно, производительность этих машин значительно выше.
Производительность машин III класса определяется по формуле
 (4)
(4)
где Vтр — скорость транспортного движения.
Здесь скорости транспортного и технологического движения независимы друг от друга, поэтому производительность теоретически может быть сколь угодно высокой. Однако и в квазинепрерывных машинах увеличение производительности, которое прямо связано с увеличением скорости транспортирования достигается за счет увеличения количества одновременно обрабатываемых изделий и, следовательно, инструментов и рабочих позиций, что может в некоторых случаях сделать машину весьма громоздкой.
Рассматривая типы машин по признаку непрерывности процесса, не следует также упускать из вида точность обработки, что особенно важно для станков.
Наивысшую точность дают машины дискретного действия, а наинизшую – квазинепрерывные. К прецизионным станкам предъявляются особые требования по жесткости, отсутствию вибраций и т. п. Эти требования не могут быть выдержаны, если сам станок (инструментальный узел) и изделие находится в движении. Значит машины III класса могут применяться для выполнения процессов, к которым не предъявляются высокие требования в отношении точности обработки.
Большого внимания заслуживают машины II класса, т. е. машины непрерывного действия с неподвижным инструментом, так как при сохранении весьма прогрессивного принципа непрерывности и сравнительно высокой производительности они имеют неподвижный инструмент, а значит, могут давать высокую точность обработки.
Возможность применения машин непрерывного действия II класса формально зависит от возможности объединения направлений транспортного и технологического Движений, поэтому в классификацию технологических процессов вводится также и этот фактор (см. табл. 1). Поясним сказанное примерами.
Если при токарной или шлифовальной обработке наружных поверхностей сообщить движение подачи изделию, а не инструменту, то можно объединить транспортное и технологическое движения, т. е. можно применить машину непрерывного действия II класса с неподвижным инструментом (например, токарные автоматы для продольного точения, бесцентрошлифовальные станки и пр.).
При сверлении, развертывании, нарезании резьбы метчиками объединить подачу изделия с его транспортированием во время обработки возможно, однако продвижению изделия с рабочей позиции мешает инструмент. Известен только один случай – нарезание резьбы в гайках кривым метчиком, когда удалось пропустить изделие через инструмент. Поэтому для указанных операций при осуществлении принципа непрерывности обязательно нужно применить машину III класса.
При нарезании цилиндрических зубчатых колес червячной фрезой или гребенкой можно также осуществить непрерывный процесс при неподвижном инструменте, перемещая шестерню вдоль ее оси. Можно перемещать шестерню и вдоль оси инструмента, но при этом потребуется червячная фреза или гребенка длиной, равной длине развернутой окружности шестерни, что практически невозможно.
При обработке металлов давлением не удается использовать машины II класса (за исключением прокатки, накатки шестерен и резьбы плашками). В этом случае естественно применять квазинепрерывные машины III класса, так как требования в отношении точности при этом процессе сравнительно невелики.
В недавнее время разработан способ непрерывной сборки, заключающийся в том, что одна деталь, проходя относительно неподвижной другой детали, установленной под углом, цепляет ее и надевает на себя (см. табл. 1, сборка с одним технологическим движением).
Технологические процессы II класса всегда могут осуществляться машинами II класса. В этих процессах не требуется ориентации, а вместо инструмента присутствует рабочая среда, поэтому в машине всегда могут совпасть транспортное и технологическое движение. Применять для этих процессов квазинепрерывные машины III класса нецелесообразно.
Одним из важнейших факторов, определяющих совершенство автоматической рабочей машины, является степень участия человека в процессе производства. С этой точки зрения различают следующие разновидности автоматических машин и систем машин:
- Циклические автоматические машины и системы машин, когда выполняется жестко заданная программа производственного цикла без контроля в процессе ее выполнения. Здесь человек освобождается от функций управления (что вообще характеризует автоматизацию в любом виде), но за ним остаются функции контроля, наблюдения, регулирования и программирования производственного процесса. Этот тип автоматизации характеризуется жестким ритмом процесса.
- Рефлекторные автоматические машины и системы машин, когда управление и контроль за ходом производственного процесса осуществляются в соответствии с заданной постоянной программой. Здесь человек освобождается не только от функций управления, но и от контроля за качеством продукции. Изменяет программу или условия ее выполнения только человек.
- Самонастраивающиеся автоматические машины и системы машин, где заданы конечные параметры производственного процесса и в зависимости от совокупности условий автоматически изыскивается и производится необходимое (или даже оптимальное) управление процессом, т. е. человек освобождается целиком или частично и от программирования. Эта разновидность автоматизации связана с применением в том или ином виде математических счетно-решающих устройств и устройств для управления и контроля; она является наиболее высокой ступенью развития автоматизации.
Циклические автоматические машины были первенцами автоматизации. В них средства управления ведут процесс по установленной программе, не изменяя количественные или качественные характеристики в связи с изменяющимися условиями протекания процесса. Широкое применение такого рода автоматы нашли в металлообработке (токарные автоматы, автоматические прессы и т. п). Подавляющее большинство действующих автоматических линий, в том числе и роторные линии, также относятся к этому типу.
В наиболее совершенных типах циклических автоматов имеется возможность быстро сменять программы (станки с программным управлением), что расширяет область их применения и позволяет использовать автоматизацию в серийном производстве.
Рефлекторные машины в металлообрабатывающих производствах позволяют контролировать обработку изделий с необходимой точностью путем подачи инструмента в соответствии с его износом. Рефлекторные автоматы используются также для контроля и сортировки изделий и начинают находить применение при сборке.
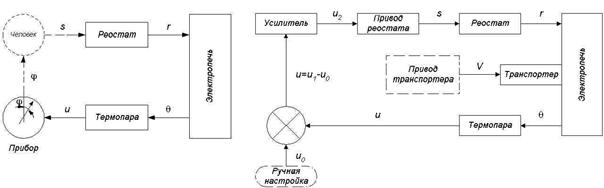
Для пояснения основных принципов действия разных автоматических систем обратимся к примеру регулирования температуры закалочной печи.
Для измерения температуры в печи поставлена термопара, которая дает электрическое напряжение U, пропорциональное температуре q (рис. 1, а). Шкала прибора, измеряющего напряжение, проградуирована в градусах. Человек, обслуживающий электропечь, следит за прибором и в зависимости от того, в какую сторону отклоняется температура от требуемого значения, производит в соответствующую сторону перемещение s движка реостата. Тем самым он изменяет сопротивление r в электрической цепи нагрева и температуру печи. Так производится ручное регулирование температуры.
Постараемся полностью автоматизировать этот процесс, т. е. сделать так, чтобы движок реостата перемещался при отклонении температуры без помощи человека. Можно изъять указательный прибор и заставить непосредственно движок реостата перемещаться под действием напряжения, для чего надо поставить усилитель (так как термопара дает очень малый ток) и электродвигатель с редуктором.
| а | б |
Рис. 1. Схема автоматизации закалочной печи
Заметим, что привод должен быть реверсивным, т. е. он должен изменять направление своего вращения с изменением знака отклонения температуры.
На входе системы перед усилителем введем “эталонное” напряжение U O, соответствующее требуемой температуре (например, 6000 С). Это напряжение сравнивается с напряжением термопары, которое отвечает фактической температуре в печи; разность этих напряжений, пропорциональная отклонению температуры от требуемого значения, и подается на усилитель. Как только температура отклонится от требуемого значения, на входе усилителя появится напряжение, привод и движок реостата придут в движение.
Однако даже с автоматическим регулированием температуры печь является устройством дискретного действия (машина I класса). После нагрева одной партии изделий печь разгружается и загружается вновь, что влечет большие потери времени и, следовательно, производительности.
Если эту печь оборудовать транспортером, несущим изделия и движущимся с такой скоростью, что изделия находятся в печи достаточное для прогрева время, то потери на загрузку и выгрузку изделий будут устранены и производительность печи существенно повысится. Это уже будет рефлекторная машина непрерывного действия II класса (рис. 1, б).
Изделия, выходящие из печи, должны удовлетворять определенным техническим условиям; в данном случае они должны иметь определенную твердость и структуру. Можно на выходе из печи установить контрольное устройство, которое косвенным путем, например путем намагничивания и контроля магнитных свойств будет проверять твердость и структуру и преобразовывать полученные данные о проверке в электрические сигналы (напряжение UЗ).
Данные из этого контрольного устройства поступают в счетно-решающее устройство, которое их анализирует и подает команду либо в механизм настройки на изменение температуры печи, либо через усилитель на привод транспортера для изменения его скорости, что дает изменение времени пребывания изделия в печи, т. е. времени выдержки.
Теперь мы уже получили самонастраивающуюся автоматическую машину самого высокого класса, которой задаются только конечные параметры – технические условия на изделие – и которая сама выбирает программу своей работы. В ней объединены принципы непрерывности, самоконтроля и автоматической настройки, что при высокой производительности обеспечивает получение продукции гарантированного качества, не требуя от человека даже программирования работы системы.
На большинстве автоматов рефлекторного и самонастраивающегося типа не может быть выдержан жесткий, одинаковый ритм работы. На этих машинах продолжительность цикла, его начало и конец могут несколько колебаться, Это обстоятельство заставляет пересмотреть методику построения автоматических систем машин и, прежде всего, автоматических станочных линий.
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 2381; Нарушение авторских прав?; Мы поможем в написании вашей работы!