КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы автоматического питания и ориентирования
|
|
|
|
Автоматизация загрузки металлорежущих станков, контрольных, сборочных и специальных технологических автоматов занимает особое место в общем комплексе задач по автоматизации производственных процессов и является одной из наиболее сложных.
Анализ действующих технологических процессов механической обработки резанием, проведенный ЭНИМС, показал, что от 20 до 70%вспомогательного времени для мелких и средних – изделий и от 50 до 70% для крупных изделий занимают установка и снятие изделия со станка. Автоматизация загрузки позволяет превратить простое оборудование в автоматическое и достигнуть сокращения вспомогательного времени, затрачиваемого на установку и съем изделий.
Особое значение имеет вопрос ориентирования деталей и загрузки при автоматизации процессов сборки, так как форма готовых деталей, подаваемых на сборку, сложнее формы заготовок, предназначенных для обработки на станках.
В автоматических загрузочных устройствах большое внимание уделяют также транспортным операциям, так как при автоматизации загрузочных операций детали следует не только ориентировать, но и подать на рабочую позицию автоматического станка или иной рабочей машины в требуемом положении, т. е. в процессе загрузки необходимо перемещать деталь, не нарушая приданной ей ориентации (или иногда менять одно ориентированное положение на другое). При этом для перемещения изделий используются три типа сил: сила тяжести, внешняя приложенная сила и сила инерции.
В зависимости от применения той или иной силы или комбинации их различают три вида транспортирования изделий: 1) самотечное, под действием силы тяжести; 2) принудительное, под действием приложенной внешней силы; 3) вибрационное, под действием инерционных сил
Самотечное транспортирование не требует ни источника энергии, ни двигателя, ни специальных механизмов и поэтому находит большое применение. Однако применение его ограничивается тем, что перемещение изделий происходит с ускорением и часто скорости бывают настолько велики, что оказываются опасными для изделий. Кроме того, самотечный транспорт можно использовать только в случае перемещений сверху вниз.
Самотечный способ транспортирования несколько улучшается при колебаниях, перпендикулярных направлению движения. Скорость скольжения при этом можно регулировать частотой колебаний, а само движение может осуществляться при наклонах значительно меньших угла трения. Установки для такого полусамотечного движения относительно несложны и занимают по высоте меньше места.
Принудительный транспорт позволяет перемещать объекты в любом направлении равномерно, ускоренно, замедленно и т. д.
Вибрационный транспорт является в некоторой мере промежуточным между самотечным и принудительным. Так как изделия движутся силами инерции, а не направляются сопровождающими изделие жесткими толкателями, то движение может приостановиться и ждать, пока освободится место для транспортируемых изделий, как это имеет место в самотечном транспорте. Изделия можно перемещать под очень небольшим углом вниз, горизонтально и даже под небольшим углом вверх, т. е. так, как это позволяет принудительное транспортирование. Кроме того, на вибрационном транспорте очень удобно осуществлять ориентирование изделий сложной формы.
Несмотря на то что в русской и иностранной литературе можно встретить описания загрузочных приспособлений 60 -70-летней давности, еще до сих пор автоматизация загрузки и особенно ориентирования является далеко не изученным и весьма сложным вопросом. Однако в последние годы он выделяется в самостоятельную отрасль науки.
Загрузочные приспособления могут состоять из одних лотков, в которых изделия перемещаются самотеком непосредственно в зону обработки, как это имеет место, например, в бесцентрово- шлифовальных станках. При некотором усложнении к лотковым магазинам ЛМ(рис. 10, а) добавляют питатель П, действующий синхронно с другими исполнительными органами станка, т. е. связанный с рабочим циклом станка. Этот питатель выбирает из выходного отверстия лотка по одной заготовке и подает ее в зону обработки.
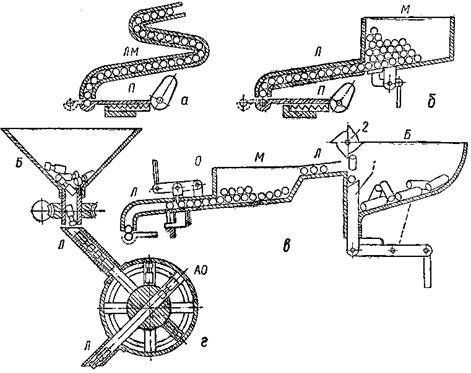
Рис. 10. Разновидности загрузочных устройств.
Для увеличения емкости лотку придают форму зигзага, спирали и т.п. В результате стремления еще больше увеличить емкость возникли так называемые ящично-магазинные загрузочные приспособления, состоящие из магазина М и лотка Л (рис.10,б). Следует иметь в виду,что увеличение объема емкости ограничивается возникновением чрезмерного давления верхних слоев деталей на нижние,что ведет к сводообразованию, затрудняющему выдачу изделий. Этот тип приспособлений не всегда удовлетворяет требованиям практики, так как в его емкость изделия укладываются в ориентированном положении.
В бункерные загрузочные приспособления изделия загружаются в неориентированном положении - навалом (рис.10,в). Емкость этих приспособлений принято называть бункером Б, откуда и возникло название приспособлений.
Бункерные загрузочно-ориентирующие устройства (БЗОУ) выполняют значительно более сложные функции, чем магазинные. Эти устройства имеют захватывающие и ориентирующие механизмы, которые выбирают из общего навала изделия и выдают их в одном или нескольких определенных положениях на транспортное устройство, представляющее собой большей частью лоток. Таким образом, бункерные загрузочные устройства в отличие от магазинных несут функции ориентирования. В устройстве, показанном на рис. 10, в, ножевой толкатель 1 выбирает из навала и поднимает детали в ориентированном положении, а сбрасыватель 2 сталкивает с толкателя 1 лишние или неправильно ориентированные изделия.
Следует иметь в виду, что БЗОУ имеют непостоянную производительность, несколько колеблющуюся во времени. Так, например, при каждом ходе толкатель 1 может поднимать разное количество деталей. Для того чтобы компенсировать колебание производительности бункера при постоянной производительности обслуживаемого им станка, необходимо иметь накопленный запас деталей. Детали накапливаются в магазине А1 и запас их играет роль своего рода аккумулятора: в период пониженной производительности бункера детали подаются в станок за счет расходования запаса в магазине, который пополняется в период повышенной производительности бункера. Часто роль магазина играет обычный лоток и специального ящичного магазина А1 делать не нужно.
Детали выдаются из БЗОУ с помощью отсекателя О, который работает по циклу, диктуемому станком, или с помощью питательного механизма. В некоторых, довольно редких случаях, необходимо применять как отсекатель, так и питатель (питатель на рис. 10,в показан пунктиром).
Автоматическое ориентирование деталей сложных форм полностью осуществить в бункере обычно не удается. Так, например, детали в виде валиков с несимметрично расположенной проточкой могут выходить из бункера проточкой вперед или проточкой назад, т. е. в двух возможных положениях. В бункере только уменьшается количество возможных положений, или, как говорят, деталям придается первичное ориентирование. В таких случаях необходимо дополнительно произвести в специальных устройствах вторичное ориентирование, после которого детали движутся к рабочей зоне только в одном, определенном положении. В приведенном на рис. 10, г устройстве имеется специальный механизм автоматической ориентации АО, окончательно ориентирующий все детали проточкой вперед (подробное описание механизма приведено в 10, табл. 6).
Итак, бункерное загрузочно-ориентирующее устройство представляет собой группу механизмов, принимающих детали навалом и подающих их к рабочей зоне машины строго ориентированными в пространстве и во времени.
На практике все описанные типы загрузочных приспособлений не изживают друг друга, так как каждый из них имеет свои преимущества и недостатки. Иногда отдельные типы приспособлений комбинируются друг с другом, например, бункерный с магазинным (рис. 10, в).
Несмотря на то что БЗОУ являются наиболее совершенными устройствами и имеют наиболее высокую степень автоматизации, они все же не могут применяться во всех случаях. Часто препятствием к их применению является громоздкость устройства, хрупкость, ажурность изделий и склонность их к слеживанию и сцеплению.
Ознакомление с различными типами загрузочных приспособлений позволяет сделать вывод, что они состоят из следующих целевых механизмов: бункеров, лотков, магазинов, отсекателей, питателей и автоматических ориентирующих устройств (для вторичного ориентирования). Ниже рассматривается подробнее каждый из этих типов целевых механизмов.
Своеобразие работы бункера заключается в том, что почти все известные рабочие механизмы загружаются сырьем или полуфабрикатами в строго определенном положении; в бункер же детали засыпаются навалом и занимают в нем произвольные положения. Цель бункера – выбрать из навала по одной детали и придать ей первичную ориентацию. Бункер выдает детали неритмично, через различные промежутки времени. Однако в определенные отрезки времени производительность бункера можно считать примерно постоянной, т. е. бункер имеет некоторую среднюю производительность Qср. Для деталей сравнительно простых форм первичная ориентация в бункере является достаточной, все детали выходят из бункера в одном определенном положении и вторичного ориентирования в специальных ориентирующих устройствах не требуют.
Вынос деталей из навала может осуществляться принудительно специальными механизмами по одной или по несколько штук с одновременным приданием им первичной ориентации (табл. 4). Принудительный вынос выполняется карманами, крючками, лотками или лопастями. Применение тех или иных устройств для выноса деталей из навала определяет тип бункера.
Таблица 4Способы выноса деталей из навала
| Способ выноса | Принудительно специальными механизмами | Параметрически | |||||
| Поштучно | Партиями | Непрерывным потоком | |||||
| Карма-ном | Крюч-ком | Лотком | Лопастью | Собст-венным весом | Силой трения | Силой инерции | |
| Тип бункера | Кар-манчи-ковый | Крюч-ковый, штырьевой | Секторный, ноже-вой диско-вый | Лопаст-ный, щелевой, барабан-ный | Трубча-тый | Фрикци-онный | Вибра-ционный |
Параметрически, т. е. без механизмов, вынос и первичное ориентирование деталей в бункерах можно осуществлять, используя собственный. вес деталей, силы трения между деталями и рабочими поверхностями бункера или с помощью сил инерции, возникающих в результате сообщения рабочим поверхностям бункера колебательного (вибрационного) движения.
Магазины накапливают и сохраняют детали в ориентированном положении.
Лотки осуществляют в основном транспортные операции по перемещению деталей между целевыми механизмами БЗОУ или к рабочим органам машин. В некоторых случаях они одновременно играют роль магазина, а иногда используются также для вторичного ориентирования.
0тсекатели и питатльные устройства работают синхронно с рабочими органами машин, подавая детали к рабочим органам в определенные периоды рабочего цикла, т. е. ориентируют детали во времени.
Устройства автоматического ориентирования осуществляют, как указывалось выше, вторичное ориентирование деталей сложных форм.
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 1405; Нарушение авторских прав?; Мы поможем в написании вашей работы!