КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Системы автоматического управления
|
|
|
|
Выше указывалось, что первым и главным признаком автоматического действия рабочей машины является переход функций управления от человека к самой машине.
Осуществление процесса управления заключается в том, что человек, наблюдая за работой машины и анализируя ее выполнение, делает вывод о необходимости того или иного вмешательства в протекающий заданный технологический процесс и осуществляет необходимые для этого действия. Например, токарь, выполняя обработку детали на станке, следит за перемещением резца автоматически движущимся суппортом вдоль обрабатываемой поверхности и, когда обработка данной поверхности закончена, отводит суппорт и возвращает его в исходное положение, которое он имел до начала обработки, или переводит его в начальное положение для обработки следующей поверхности.
При автоматизации процесса вышеперечисленные функции управления должны выполняться самим станком. Для этого прежде всего необходимо иметь на станке устройство, которое, следя за перемещением резца, т. е. измеряя это перемещение, установило бы момент окончания заданного перемещения и подало бы об этом соответствующий сигнал, например замкнуло бы определенную электрическую цепь. Это устройство получения информации носит обычно название “датчик”.
Сигнал, поступающий от датчика, может быть слишком слаб для того, чтобы привести в действие устройства для осуществления управления станком, в данном случае для отвода и перемещения суппорта. Поэтому поступивший от датчика сигнал перерабатывается в устройствах обработки информации и выдачи команды, которые носят обобщенное название “преобразователи”.
Команду, поступившую от преобразователя, выполняют, т. е. осуществляют те или иные действия и перемещения, устройства осуществления команд – “исполнители”.
Из рассмотрения элементарного примера обработки на станке следует, что механизм управления состоит из трех основных частей: 1) устройства получения информации – датчика, 2) устройства обработки информации и выдачи команды – преобразователя и 3) устройства выполнения команды – исполнителя.
Таблица 3
Структуры управления
Устройства получения и обработки информации могут выполнять различные функции управления, значительно более сложные, чем в описанном примере обработки на станке, причем характер этих задач определяет как систему управления в целом, так и тип автоматической машины.
Устройства получения информации делятся на временные и рефлекторные (табл. 3). Временные датчики осуществляют управление автоматической рабочей машиной в определенной, строго заданной последовательности по признаку про- шедшего периода времени, т. е. части рабочего цикла машины. Система управления в этом случае носит название централизованной, устройства для обработки информации отсутствуют и весь механизм управления состоит только из датчиков и исполнителей.
В машинах и линиях централизованного управления длительность всех фаз цикла строго определена. Управление осуществляется от механического распределительного вала или от непрерывно вращающегося командоаппарата. При этом длительность цикла действия равна длительности времени одного оборота распределительного вала или командоаппарата.
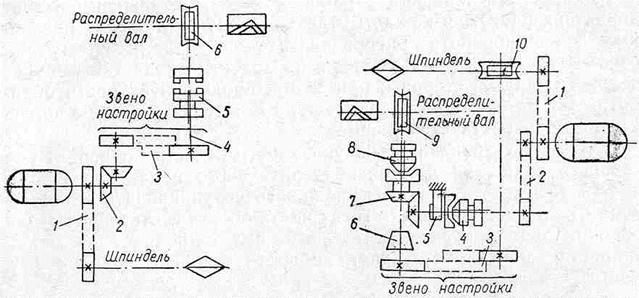
| Рис. 2. Схема автомата с распределительным валом, вращающимся с постоянной скоростью. | Рис. 3. Схема автомата с двумя скоростями вращения распределительного вала. |
Принципиальная схема простейшей машины с распределительным валом приведена на рис. 2. Распределительный вал здесь служит для выполнения всех рабочих и холостых ходов рабочего цикла. От двигателя движение передается шпинделю через передачу 1 и распределительному валу через коническую передачу 2, звено настройки 8, вал 4, кулачковую муфту 5 и червячную передачу 6. Так как распределительный вал имеет только одну цепь для своего вращения, то количество оборотов вала в минуту для данной настройки будет постоянным. Набор сменных зубчатых колес позволяет при настройке выбрать из ряда скоростей вращения ту, которая соответствует длительности технологического цикла. Включение и выключение распределительного вала осуществляются независимо от вращения шпинделя переключением муфты 5.
К автоматам этой группы относятся почти все неметаллорежущие машины – пищевые, текстильные, химические, сельскохозяйственные, полиграфические, а также металлорежущие автоматы для нетрудоемких работ, автоматы продольного точения и пр.
Особенностью автоматов этого типа является то, что кулачки, обеспечивающие холостые хода, для определенного круга работ являются постоянными и требуют определенного постоянного угла поворота распределительного вала, в то время как кулачки, обеспечивающие рабочие хода, в зависимости от характера работы в каждом отдельном случае требуют различных долей поворота распределительного вала. Поэтому при очень длительных работах время на холостые хода также будет велико. С другой стороны, при малой продолжительности обработки детали время на холостые хода может быть меньше допускаемого прочностью механизмов.
С целью устранения вышеуказанного недостатка вводят две скорости вращения для распределительного вала. Это применяется там, где имеется возможность сгруппировать холостые хода отдельно от рабочих. Тогда часть оборота, отведенную для рабочих ходов, распределительный вал выполняет на малой скорости, а остальную часть оборота – на повышенной скорости.
У автоматов такого типа движение от привода передается шпинделю через передачу 1 (рис. 3), а распределительный вал получает медленное и быстрое вращение. Медленное вращение передается от шпинделя через червячную передачу 10, сменные зубчатые колеса звена настройки 3, муфту обгона 6, фрикционную муфту рабочего хода 8 и червячную передачу 9. Быстрое вращение распределительного вала осуществляется от главного привода через постоянные зубчатые колеса 2, фрикционную муфту 4, коническую зубчатую передачу 7, фрикционную муфту 8 и червячную передачу 9.
Переход от медленного вращения распределительного вала к быстрому, а также от быстрого к медленному производится переключением муфты 4 при включенной муфте 8. Быстрое уменьшение скорости вращения червячного вала до рабочей скорости достигается тем, что при выключении муфты 4 немедленно включается тормоз 5.
В некоторых системах управления одни действия выполняются в течение технологического цикла один раз, а другие повторяются многократно. Например, в револьверных автоматах зажим и подача прутка, а также перемещение поперечных суппортов производятся один раз, а поворот револьверной головки и подача револьверного суппорта повторяются несколько раз за цикл. Если иметь один распределительный вал, то на долю каждого действия придется малый угол поворота и условия работы кулачковых механизмов окажутся недостаточно благоприятными. Поэтому применяют два вала – распределительный и вспомогательный, который за один оборот распределительного вала делает столько оборотов, сколько раз необходимо повторить данное действие. Такого рода система показана на рис. 4.
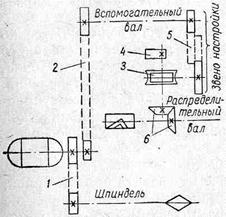
Рис. 4. Схема автомата с распределительным и вспомогательным валами.
Вспомогательный вал получает движение от главного привода через передачу 2, а шпиндель – через передачу 1. От вспомогательного вала движение передается распределительному валу через звено настройки 5 со сменными зубчатыми колесами, червячную 8 и коническую 6 передачи. Тем самым можно получить требуемую различную скорость распределительного вала, связанного с валом, несущим кулачок 4 револьверной головки, при постоянной скорости вспомогательного.
На линиях с централизованным управлением контроль исполнения предыдущих команд не осуществляется, хотя и может быть заблокирован.
Системы автоматического управления часто выполняются по рефлекторному принципу. При этом по достижении заданного положения рабочий орган станка (суппорт, силовая головка, стол и т. д.) оказывает воздействие на элемент управления. В качестве такого элемента при электрической системе управления используются путевые выключатели, при гидравлической и пневматической – пилотные клапаны и при механической – падающие червяки и муфты.
Такая система в литературе обычно называется системой путевого контроля, однако правильнее ее назвать рефлекторной, так как в отдельных узлах схем применяется автоматическое управление давлением, скоростью, фактическим размером обрабатываемого изделия и т. п., т. е. командный импульс может поступить не только от положения рабочих органов. Управление давлением применяется, например, в зажимных устройствах (при работе до жесткого упора) и в системах смазки. Элементом управления в этом случае является реле давления. Управление скоростью применяется при автоматизации процессов торможения асинхронных двигателей, для контроля вращения режущего инструмента и контроля снижения скорости при индексации (фиксированный останов стола, шпинделя). Управление осуществляется при помощи реле скорости.
Рефлекторная система широко используется в автоматических станочных линиях. Все элементы линии связаны между собой таким образом, что каждое последующее движение отдельных механизмов может быть произведено лишь после выполнения предыдущих. Так, освобождение деталей от зажима может произойти только после того, как все головки полностью совершают свой рабочий цикл и вернутся в исходное положение. Кроме того, транспортер, перемещающий детали, также должен находиться в исходном положении. Перемещение деталей транспортером вперед возможно только тогда, когда все детали отжаты и все силовые головки, работающие на линии, находятся в исходном положении. Зажим деталей может быть произведен после перемещения деталей на следующую позицию и только в том случае, когда транспортер дошел до своего переднего крайнего положения. Пуск силовых головок вперед возможен только тогда, когда все детали зажаты и т. п.
Рефлекторные системы обладают высокой надежностью, так как команды подаются непосредственно от рабочих органов, что исключает возможность аварий.
Однако рефлекторные системы управления имеют и определенные недостатки. Рефлекторные системы значительно сложнее, имеют больше цепей управления. Датчики для подачи командных сигналов по большей части приходится располагать в рабочей зоне агрегатов; они оказываются подверженными действию, охлаждающих и смазывающих жидкостей, пыли, стружки, тепла. В этих условиях возможны аварии на линиях вследствие ложных команд, подаваемых из-за закорачивания соответствующих цепей. Кроме того, время цикла удлиняется на величину суммарного времени срабатывания всей аппаратуры системы управления. Поэтому на тех этапах технологического процесса, где можно отказаться от контроля исполнения команд, лучше использовать центральную систему управления, а рефлекторную сохранить лишь там, где она действительно необходима.
Это возможно осуществить в смешанных системах управления, в которых используют периодически вращающиеся командоаппараты. Вал командоаппарата, несущий диски с кулачками, переключающими схему управления на выполнение после- дующих команд, поворачивается лишь на угол между последовательными, радиально расположенными кулачками. После этого привод вращения вала командоаппарата отключается до получения сигнала об исполнении предшествующей команды.
Устройства обработки информации (см. табл. 3) выполняют самые различные, часто сложные задачи управления и определяют тип автоматической рабочей машины.
Получая информацию о ходе процесса от различных датчиков, устройства обработки информации вырабатывают команды для исполнительных устройств. При этом могут встречаться два случая: первый – когда команда, которая должна последовать, заранее известна и следует лишь решить вопрос, созданы ли условия для подачи этой команды, и второй – когда условия работы машины требуют подачи нескольких различных команд, а устройство обработки информации должно выбрать нужную команду.
Первый случай можно проиллюстрировать следующим примером. На бесцентрово-шлифовальном станке производится шлифование валика методом поперечной подачи (врезания). Прибор активного контроля непрерывно измеряет размер изделия. Когда он достигает заданной величины, размерный датчик подает сигнал (замыкается электрическая цепь), который выключает поперечную подачу. Здесь команда может быть только одна – выключение поперечной подачи, но время осуществления ее неизвестно, оно определяется размерным датчиком.
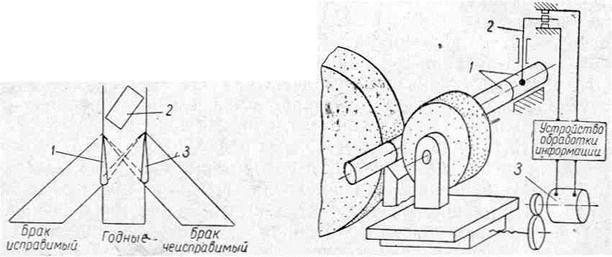
| Рис. 7. Сортировочный механизм с заслонками. | Рис. 8. Принципиальная схема автоподналадки на бесцентрово-шлифовальном станке. |
Простейшим примером, поясняющим действие механизма управления во втором случае, когда требуется осуществить выбор команды, является работа сортировочного механизма контрольного автомата (рис. 7). Размеры контролируемых деталей 2 проверяются размерными датчиками на измерительной позиции контрольного автомата. В зависимости от величины контролируемого размера могут последовать три различные команды:
1) отключить правую заслонку 3, если размер меньше нижнего –
допустимого предела, т. е. брак неисправимый; 2) отклонить левую заслонку 1, если контролируемый размер больше верхнего допустимого предела, т. е. брак исправимый и 3) оставить обе заслонки в исходном положении, если размер лежит в допустимых пределах, т. е. деталь годная.
Как в первом, так и во втором случае может появиться необходимость подачи команды либо на каждый рабочий цикл, либо вне циклов – по общим условиям течения технологического процесса.
Примером внециклового устройства обработки информации без выбора команды могут служить некоторые конструкции автоматических под наладчиков. На рис. 8 показана принципиальная схема автоподналадки на бесцентрово-шлифовальном станке. Обработанные на станке изделия 1 поступают на контрольную позицию шлифовального станка, где размерным датчиком 2 проверяется величина их наружного диаметра, прошлифованного на станке. Если в процессе работы шлифующий круг износится и размеры изделий увеличатся до опасной величины, размерный датчик подаст соответствующий сигнал. Сигнал размерного датчика преобразовывается в устройстве обработки информации в команду на вращение исполнительного электродвигателя 3, перемещающего по- дающую бабку по направлению к шлифующему кругу, что уменьшает наружный диаметр шлифуемых валиков до требуемой величины. Устройства обработки информации в случаях, когда выбор команды не требуется, представляют собой чаще всего усилители либо (реже) замедлители.
Устройства обработки информации с выбором команды требуют выполнения сравнения или вычисления и должны быть соответствующим образом оборудованы.
В приведенном выше примере с открыванием заслонок в сортирующем механизме контрольного автомата в устройстве обработки информации происходит сравнение контролируемого размера с заданными пределами допуска, т. е. в обычном или скрытом виде имеется в наличии сравнивающее устройство.
Цикловые устройства обработки информации без выбора команды являются характерными для временных автоматов.
Внецикловые устройства обработки информации без выбора команды и цикловые с выбором команды, оборудованные сравнивающими устройствами, чаще всего бывают у рефлекторных автоматов (см. табл. 3).
Цикловые и внецикловые устройства обработки информации, осуществляющие вычисление для выбора и подачи команды, применяются в наивысших типах самонастраивающихся рабочих автоматических машин.
Исполнительные двигатели и исполнительные устройства (см. табл. 3) могут быть электрическими, гидравлическими и пневматическими.
К электрическим исполнительным устройствам относятся электродвигатели, электромагниты и электромагнитные муфты. Чаще всего применяются обычные электродвигатели переменного тока. В последнее время в схемах управления начинают широко применяться так называемые шаговые электродвигатели всевозможных конструкций; наибольшее распространение имеют импульсные синхронные реактивные двигатели.
В системах автоматического управления часто применяются электромагнитные муфты – дисковые, асинхронные, порошковые.
Поршневые неротационные гидравлические двигатели, как и пневматические, также довольно часто встречаются в системах управления автоматических станков и автоматических линий.
Конструкции датчиков, преобразователей и исполнительных, устройств рассмотрены ниже в главе “Автоматические линии”.
БУНКЕРНЫЕ ЗАГРУЗОЧНО-ОРИЕНТИРУЮЩИЕ УСТРОЙСТВА,
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 1654; Нарушение авторских прав?; Мы поможем в написании вашей работы!