КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Плоскошлифовальный станок модели 3724
|
|
|
|
Общая характеристика станка
Назначение станка. Станок модели 3724 предназначен для шлифования плоскостей различных деталей из стали, чугуна или цветных металлов периферией круга. Высокая жесткость станка и значительная мощность электродвигателя шлифовальной бабки обеспечивают возможность использования его как для обдирочных, так и для чистовых операции в условиях индивидуального и серийного производства.
Техническая характеристика станка
Наибольшие размеры обрабатываемых деталей в мм ……… 2000×400×600
Продольное перемещение стола в мм:
наибольшее…………………………………………………….……….2300
наименьшее…………………………………..…………………………300
Расстояние от оси шпинделя до стола в мм:
наибольшее………………………………………………………………850
наименьшее………………………………………………………………187
Наибольшее поперечное перемещение шлифовальной бабки в мм:
ручное...........................................................................................................520
гидравлическое …………………………..……………………………….500
Наибольшее вертикальное перемещение шлифовальной бабки в мм…... 673
Диаметр шлифовального круга в мм:
наибольший……………………………………………………………….500
наименьший………………………………………………………………375
Ширина шлифовального круга в мм:
наибольшая………………………………………………………………..100
наименьшая………………………………………………………………...60
Число оборотов шлифовального круга в минуту…………………………..1470
Скорость продольного перемещения стола в м/мин:
наибольшая…………………………………………………………………33
наименьшая………………………………………………………………….3
Поперечная подача шлифовальном бабки за ход стола в мм:
наибольшая…………………………………………………………………50
наименьшая………………………………………………………………….3
Мощность главного электродвигателя в кВт……………………………..27,5
Производительность насоса гидросистемы в л/мин:
основного……………………………………………………………..…100
дополнительного………………………………………………………..35
Основные узлы станка (рис. 62). А — станина; Б — стол; В — стойка; Г — шлифовальная бабка; Д — гидропривод.
Органы управления. 1 —маховичок ручного поперечного перемещения шлифовальной бабки; 2 — рукоятка включения и выключения поперечного перемещения шлифовальной бабки; 3 — рукоятка алмазной правки шлифовального круга; 4 — рукоятка включения поперечнойподачи шлифовальной бабки; 5 —кнопочная станция; 6 —рукоятка настройки скорости стола; 7—рукоятка реверсирования стола; 8 — рукоятка пуска и останова стола; 9 — маховичок ручного вертикального перемещения шлифовальной бабки; 10 — кнопки включения быстрого вертикального перемещения шлифовальной бабки; 11 — рукоятка включения магнитной плиты.
Движения в станке:
Движение резания — вращение шпинделя шлифовальной бабки с абразивным кругом.
Продольная подача — прямолинейное возвратно-поступательное движение стола с деталью.
Поперечная и вертикальная подачи — периодические поступательные перемещения, сообщаемые шлифовальной бабке с абразивным кругом.
Вспомогательные движения — установочные и быстрые перемещения шлифовальной бабки в поперечном и вертикальном направлениях.
Принцип работы. Дисковый абразивный круг закрепляют на конце шпинделя шлифовальной бабки. Обрабатываемую деталь в зависимости от формы и размера можно закрепить либо непосредственно на столе станка, либо на магнитной плите.
Стол с деталью получает прямолинейное возвратно-поступательное движение в продольном направлении. Длина и место хода стола определяются длиной и расположением па столе, шлифуемой детали иограничиваются переставными упорами, которые устанавливают в определенных местах ипа нужном расстоянии друг от друга. При шлифовании деталей, ширина которых больше ширины круга, шлифовальной бабке сообщается периодическая поперечная подача после каждого пли двойного хода стола.
После каждого прохода шлифовальной бабке сообщается вертикальная подача до полного снятия всего припуска.
Модели плискошлнфовальных станков. Неизменный рост выпуска машин высокой точности и высокого класса чистоты обработки поверхностей привели к необходимости выпуска значительного количества различных моделей плоскошлифовальных станков.
В настоящее время выпускаются следующие модели плоскошлифовальных станков, отличающиеся друг от друга главным образом размерами рабочей поверхности стола: 371М, ЗБ71, ЗА732, 373, 372Б, 3722, 3740, ЗА756, ЗА544 и др.
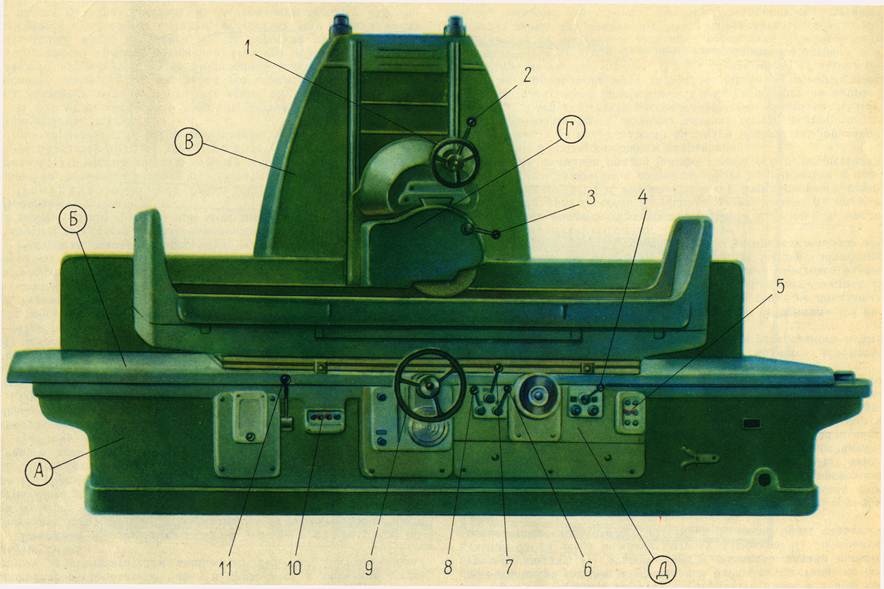
Рис. …. Общий вид плоскошлифовального станка модели 3724
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 5844; Нарушение авторских прав?; Мы поможем в написании вашей работы!