КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Узлы станка модели 3724
|
|
|
|
Механизм вертикальных перемещений. В станке модели 3724 предусмотрена только ручная периодическая вертикальная подача шлифовальной бабки, осуществляемая маховичком Мх2 (рис. 64), причем величина подачи определяется визуально по лимбу Л.
Для обработки партии одинаковых деталей в станке имеется механизм упоров, ограничивающий величину опускания шлифовальной бабки в процессе ее вертикальной подачи в соответствии с размером шлифуемых деталей по высоте. Механизм упоров имеет микрометрическое устройство для компенсации износа круга.
При работе без механизма упоров широкую шестерню 95 устанавливают, как показано на схеме, в среднее положение так, чтобы упоры У з и У 4 находились в разных плоскостях и не могли сцепиться друг с другом. Тогда ручная вертикальная подача шлифовальной бабки, осуществляемая маховичком Мх2 через вал IV, шестерни 38—95, вал //, коническую передачу 16—51 и вертикальный ходовой винт /// с шагом, равным 8 мм, ничем не ограничивается, и рабочий прекращает подачу, когда достигнет требуемой высоты.
При шлифовании партии одинаковых деталей в целях сокращения вспомогательного времени на промеры работа ведется по упорам. В этом случае широкая шестерня 95 перемещается по валу // влево с таким расчетом, чтобы упоры У 3 и У 4 находились в одной плоскости.
Упор У з закреплен в ступице червячного колеса 50, которое свободно установлено на валу // и находится в постоянном зацеплении с однозаходным червяком. Последний так же, как и маховичок Mx1, закреплен на валу V. Вращением маховичка Мх1 упор У 3 устанавливается в требуемое положение, соответствующее заданному размеру по высоте шлифуемой детали. После этого маховичком Мх2 шпиндельной бабке сообщается периодическая вертикальная подача без промежуточных промеров детали до тех пор, пока упор У4 не дойдет до упора У 3.
Время от времени с помощью маховичка Мх1 и микрометрического лимба упор У з перемещают по ходу на небольшую величину для компенсации износа круга.
Быстрые вертикальные перемещения шлифовальной бабки осуществляются переключением широкой шестерни 95 вкрайнее правое положение, при котором винт вертикальной подачи /// приводится во вращение от вспомогательного электродвигателя мощностью 1,9 квт через шестерни 20 — 45, вал /, шестерни 18 — 95, вал // и конические шестерни 16 — 51.
Механизм поперечных перемещений. Ручное поперечное перемещение шлифовальной бабки осуществляется поворотом маховичка Мх3, который укреплен на валу VI и для удобства работы вынесен на переднюю стенку корпуса шлифовальной бабки.
Вал VI, на левом конце которого наглухо закреплен однозаходный червяк, эксцентрично смонтирован в гильзе, управляемой рукояткой Р 3. Такая конструкция обеспечивает ввод червяка в зацепление с шестерней 32, на которой нарезаны винтовые зубья, или вывод его из зацепления. Смещение осей червяка и гильзы составляет более половины высоты зубьев шестерни 32.
При повороте рукоятки Р 3 для включения червячной передачи и вращении маховичка Мхз движение передается через червячную передачу 1 — 32 шестерне 66, укрепленной на валу VII, и далее реечной шестерне 21, находящейся в постоянном зацеплении с рейкой m = 2,5 мм, прикрепленной к корпусу шлифовальной бабки.
Механизм упоров. Механизм упоров расположен в правой части станины и предназначен для настройки требуемой величины хода шлифовальной бабки в поперечном направлении.
Механизм упоров состоит из зубчатой винтовой передачи 21—21, шестерен 41—72, зубчатого диска z с собачками 31 и 32, полых валов XI и XII, несущих на себе упоры У1 и У2, рукояток P1 и Р2 для настройки механизма на требуемую длину хода шлифовальной бабки, ролика Р и рычажной системы, воздействующей на валик В (см. также рис. 63).
При поперечном перемещении шлифовальной бабки гидроприводом реечная шестерня 21 начинает вращаться, передавая движение через промежуточное зубчатое колесо 36 шестерне 40, смонтированной в корпусе шлифовальной бабки и перемещающейся с ним в вертикальном направлении. Шестерня 40 находится на ходовом валу VIII и при своем вращении приводит его в движение.
От ходового вала VIII движение передается через винтовые зубчатые колеса 21 — 21, вал IX и шестерни 41 — 72 валу X, на правом конце которого жестко укреплен зубчатый диск Z.
В зубцы диска Z входят собачки 31 и 32, которые при вращении диска Z поворачиваются совместно с полыми валами XI и XII и упорами У1 и У 2. Последние, воздействуя на ролик Р и рычажную систему (на схеме не показана), перемещают в вертикальном направлении вверх или вниз валик В, который смещает влево или вправо золотник управления 3 3 (см. рис. 63), обеспечивая изменение направления подачи шлифовальной бабки.
Настройка механизмов упоров на требуемую длину поперечного перемещения шлифовальной бабки производится после вывода собачек 31 и 32 из зацепления с зубчатым диском Z поворотами рукояток Р1 и Р2. При этом поворачиваются полые валы XI и XII, и упоры У1 и У2 раздвигаются на необходимый угол.
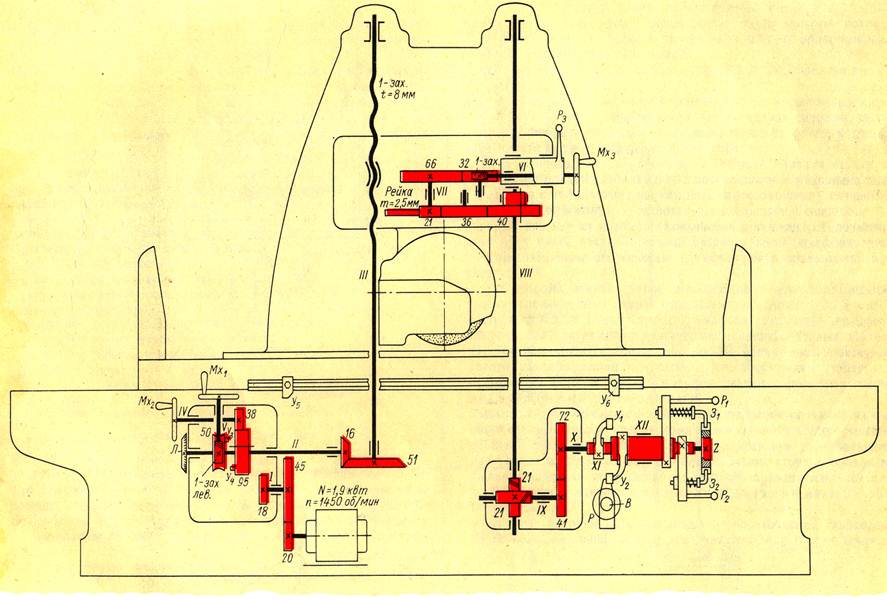
Рис. … Кинематическая схема плоскошлифовального станка модели 3724
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1976; Нарушение авторских прав?; Мы поможем в написании вашей работы!