КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Кинематика станка модели ЗА252
|
|
|
|
Движение резания. Шлифовальный круг (рис. 61) приводится в движение электродвигателем мощностью 4,5 кВт через повышающую плоскоременную передачу со сменными шкивами.
К станку прилагаются сменные шкивы диаметром 65, 95, 120 и 225 мм.
Движения подач. Шпиндель III с обрабатываемой деталью приводится в движение двухскоростным электродвигателем мощностью 1,2 кВт через плоскоременную передачу 90—160, клиноременный вариатор с раздвижными конусами, вал II и клиноременнуюпередачу 100—188 с натяжным роликом.
Продольная подача стола осуществляется гидроприводом, состоящим из шестеренного насоса Н, пилота П1 реверсивного золотника З, панели автоматики и рабочего цилиндра Ц1 поршень которого посредством штока соединен со столом станка.
Насос Н производительностью 50 л/мин нагнетает масло из бака в напорную магистраль, направляя его к пилоту П1 гидропанели и к пилоту П2 гидрозажима детали.
При указанном на схеме положении пилота П1 небольшая часть масла направляется, в цилиндр Ц2 блокировки механизма ручного перемещения стола для вывода из зацепления реечного колеса 15 с рейкой т =3 мм, что обеспечивает выключение цени ручного перемещения стола.
Основной поток масла от пилота П1, поступает в реверсивный золотник З и через его правую выточку направляется в правую полость рабочего цилиндра Ц1, перемещая поршень со столом влево. Из левой полости рабочего цилиндра через среднюю выточку золотника З масло вытесняется в панель автоматики и через дроссель Дч, настроенный на требуемую скорость хода стола при черновом шлифовании, сливается в бак.
При подходе стола к левому крайнему положению переставной упор У2 поворачивает рычаг Р, который перемещает реверсивный золотник З влево. При этом масло от пилота П1 через левую выточку золотника З поступает в левую полость рабочего цилиндра Ц1, смещая поршень со столом вправо. Масло из правой полости цилиндра Ц1 сливается в бак через выточку золотника З и панель автоматики.
Длина хода стола настраивается упорами У1 и У2. Поперечная периодическая подача шлифовальной бабки, в процессе шлифования осуществляется посредством соленоида Сд в момент начала хода стола влево. Соленоид Сд приводит в движение храповой механизм, поворачивающий храповое колесо 200. Храповое колесо связано с корпусом К, внутри которого расположена планетарная передача. При повороте храпового колеса с корпусом поворачивается эксцентричный валик VIII, на котором свободно расположен блок сателлитов 23, 22. Сателлит 23 обкатывает неподвижную солнечную шестерню 23, втулка которой наглухо закреплена в столе. Сателлит 22 находится в зацеплении с колесом 24, закрепленным на ходовом винте VII, который связан с маточной гайкой шлифовальной бабки. Гайка Г ипружина П служат для устранения зазора в винтовой передаче.
Величина поперечной подачи s п за ход стола определяется по выражению
s п = Z iпл3 мм/ход
200
где z — число зубьев поворота храпового колеса.
Передаточное отношение планетарного механизма iпл по формуле Виллиса равно
iпл = 1 23×22 = 1/12
23×24
тогда минимальная поперечная подача sn при повороте храпового колеса на одни зуб определяется выражением
sn min = 1 × 1 3=0,00125 мм
200×12
Вспомогательные движения. Ручное поперечное перемещение шлифовальной бабки осуществляется поворотом маховичка Мх2, закрепленного на корпусе К. При выключенном планетарном механизме замыкатель Зл заходит во впадину колеса 24, связывая корпус К с ходовым винтом VII. Вывод сателлитов 23 и 22 из зацепления с колесами 23 и 24 производится поворотом грибка Гр на 180°.
Ручное продольное перемещение достигается поворотом маховичка Мх1. Движение передается через шестерни 18—53, вал IX, шестерни 18 — 53, вал X иреечную шестерню 15, входящую в зацепление с рейкой т =3 мм, прикрепленной к столу.
Возможность осуществления ручного продольного перемещения стола определяется положением поршня в цилиндре Ц2. Когда включена продольная подача от гидропривода, поршень цилиндра Ц2 смещается вниз и выводит из зацепления реечную шестерню 15 с рейкой. При выключении гидравлической продольной подачи, когда давление в цилиндре Ц2 падает, поршень под действием пружины Па перемещается вверх, вводя в зацепление шестерню 15 с рейкой.
Закрепление обрабатываемой детали осуществляется гидрозажимом, поршень которого тягой соединен с зажимным устройством патрона. При указанном на схеме положении пилота П 2 масло от насоса Н поступает вправую полость цилиндра Ц3, осуществляя зажим детали.
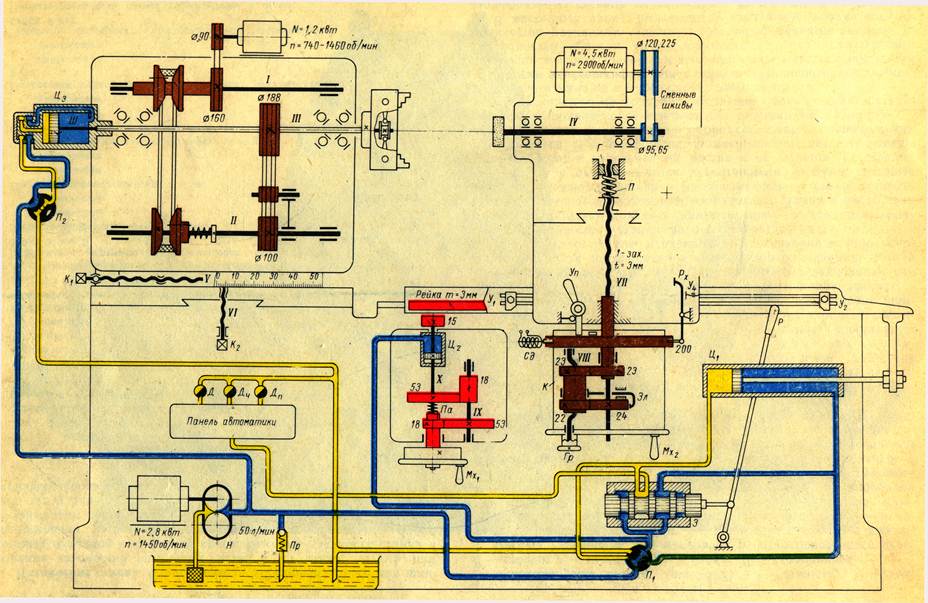
Рис. … Кинематическая схема внутришлифовального станка модели 3А252
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 3546; Нарушение авторских прав?; Мы поможем в написании вашей работы!