КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пределы чисел оборотов шлифовального
|
|
|
|
После установки и закрепления детали обеспечивается автоматический цикл шлифования, включая промеры па ходу и выхаживание.
Назначение станка. Станок предназначен для высокопроизводительного шлифования цилиндрических и конических сквозных и глухих отверстий, а также для торцового шлифования в условиях серийного и массового производства.
Техническая характеристика станка
Диаметр шлифуемого отверстия в мм:
наибольший…………………………………………………………..200
наименьший…………………………………………………………...50
Наибольшая длина шлифования в мм………………………………......200
Наибольший диаметр обрабатываемой детали в мм …………….….620
Расстояние от оси шпинделя до стола в мм...........................................315
шпинделя в минуту …………..…………………………………3550—10 000
Наибольший диаметр шлифовального круга в мм ……………………150
Ширина шлифовального круга в мм……………………………………….60
Пределы чисел оборотов шпинделя изделия в минут……………140—600
Наибольший ход стола в мм………………………………..…………… 500
Скорость хода стола в м/мин:.
наибольшая……………………………………………………………10
наименьшая........................................................................................... 0,3
Наибольший угол поворота бабки изделия в град ………………………±30
Мощность главного электродвигателя в кВт…………………………...4,5
Основные узлы станка (рис. 60). А —бабка изделия; Б — шлифовальная бабка; В—стол; Г — гидравлический привод стола; Д — станина.
Органы управления. 1 — маховичок изменения числа оборотов шпинделя; 2 — маховичок ручного поперечного перемещения шлифовальной бабки; 3 — грибок включения тонкой радиальной периодической подачи шлифовального круга; 4 — маховичок ручного продольного перемещения стола; 5 — рукоятка включения гидропривода стола; 6 —рукоятки изменения скорости хода стола; 7 — рычаг отвода стола в нерабочее положение; 8 — кнопочная станция; 9 — квадрат для поперечного перемещения бабки изделия; 10 -квадрат для поворота бабки изделия; 11 — рукоятка гидрозажима изделия.
Движения в станке:
Движение резания — вращение шпинделя шлифовальной бабки с абразивным кругом. Круговая подача сообщается шпинделю бабки изделия с деталью.
Продольной подачей является прямолинейное возвратно-поступательное движение стола со шлифовальной бабкой.
Поперечная подача — периодическое перемещение шлифовальной бабки в радиальном направлении за ход стола.
В спомогательными движениями --ручные перемещения стола, бабки изделия и шлифовальной бабки являются.
Принцип работы. Обрабатываемая деталь закрепляется в мембранном или трехкулачковом патроне с помощью гидрозажима, цилиндр которого расположен на левом конце шпинделя и вращается вместе с ним.
Освобождение обработанной детали производится специальным пилотом и возможно только при крайнем правом нерабочем положении стола.
Шпинделю бабки изделия сообщается вращение, соответствующее выбранной скорости круговой подачи. Шлифовальный круг, установленный на шпинделе шлифовальной бабки, вращается с высокими числами оборотов в соответствии с выбранной скоростью резания. При шлифовании цилиндрических отверстий ось шпинделя бабки изделия располагают параллельно направляющим стола; при шлифовании конических отверстий бабку изделия устанавливают так, чтобы ось ее шпинделя составляла с направляющими стола угол, равный половине угла конуса отверстия. Бабку изделия А поворачивают относительно своей вертикальной оси квадратом 10.
Автоматический цикл работы станка состоит в следующем. Вначале обработка ведется на режиме чернового шлифования. После снятия припуска на черновое шлифование по команде электроизмерительного прибора стол отводится в правое крайнее положение, после чего осуществляется правка шлифовального круга. Замедленная скорость хода стола при правке устанавливается специальным дросселем.
По окончании правки круга панель автоматики переключает станок на режим чистового шлифования.
По окончании чистового шлифования измерительный прибор подает команду на отключение периодической поперечной подачи и включает реле времени, которое управляет процессом выхаживания.
По окончании выхаживания стол быстро отводится вправо и останавливается; в это время обеспечивается возможность освобождения гидрозажима детали и гидросистема подготовляется к режиму чернового шлифования следующей детали.
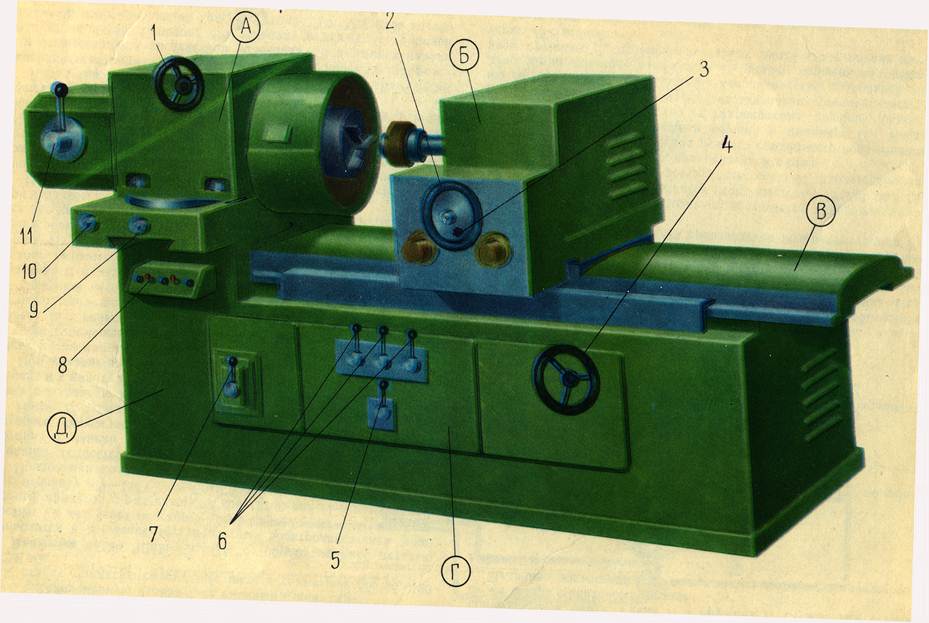
Рис. … Общий вид внутришлифовального станка модели 3А252
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 2328; Нарушение авторских прав?; Мы поможем в написании вашей работы!