КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пределы величин радиальной подачи шлифовальной бабки
|
|
|
|
на ход стола в мм…………………………………..………………….. 0,01—0,03
Мощность главного электродвигателя в кВт………………………………..7
Основные узлы станка (рис. 56). А — бабка изделия; Б — шлифовальная бабка; В —задняя байка; Г —станина; Д — гидропривод стола; Е — стол; Ж — поворотная плита.
Органы управления. 1 — маховичок ручного поперечного перемещения шлифовальной бабки; 2 — рукоятки управления гидроприводом стола; 3 — маховичок ручного продольного перемещения стола; 4 — кнопочная станция.
Движения в станке:
Движение резания - вращение шпинделя шлифовальной бабки с абразивным кругом.
Круговая подача сообщается поводковому патрону, находящемуся на шпинделе передней бабки.
Продольная подача — прямолинейное возвратно-поступательное движение стола с деталью. Поперечная подача представляет собой периодическое перемещение шлифовальной бабки в радиальном направлении за ход стола. Вспомогательные движения — ручное продольное перемещение стола, ручное поперечное перемещение шлифовальной бабки, а также быстрый отвод шлифовальной бабки гидроприводом.
Принцип работы. Обрабатываемая деталь закрепляется в неподвижных центрах передней и задней бабок, установленных на поворотной плите стола. При помощи поводкового патрона шлифуемой детали сообщается вращательное движение, окружная скорость которого соответствует скорости круговой подачи.
Шлифовальный круг, закрепленный на шпинделе шлифовальной бабки, вращается с постоянным числом оборотов. При шлифовании цилиндрических деталей ось центров бабок устанавливают параллельно направляющим стола, а при шлифовании конических деталей поворотную плиту располагают так, чтобы ось центров бабок составляла с направляющими стола угол, равный половине угла конуса обрабатываемой детали.
Для обработки деталей на круглошлифовальном станке модели 3151 применяются следующие способы.
1. Способ продольной подачи, при котором за каждый оборот шлифуемой детали последней сообщаете продольное перемещение на величину, составляющую от 0,25 до 0,7 ширины шлифовального круга; для снятия же всего припуска на обработку в конце каждого или двойного хода стола шлифовальной бабке сообщается микрометрическая поперечная подача.
Этот способ применяется только для обработки поверхностей вращения с прямолинейной образующей; он обеспечивает максимальную точность обработки.
2. Способ врезания шлифовального круга в деталь при отсутствии продольной додачи; ширина круга должна быть больше длины шлифуемого участка. Данный способ характеризуется высокой производительностью; он позволяет шлифовать как цилиндрические, так и конические и фасонные поверхности вращения.
3. Способ глубинного шлифования, при котором шлифовальный круг, имеющий заборную коническую часть, устанавливают на полную глубину припуска на обработку.
Наиболее часто данный способ шлифования применяется для обработки жестких валов, не требующих особо высокой точности изготовления.
Конструктивные особенности. Особенность конструкции большинства круглошлифовальных станков, и в частности станка модели 3151, заключается в наличии двух независимых приводов подач. Один из них служит для круговой подачи детали, второй — для продольной подачи стола и поперечной подачи шлифовальной бабки.
Другой важной особенностью является применение неподвижного шпинделя бабки изделия.
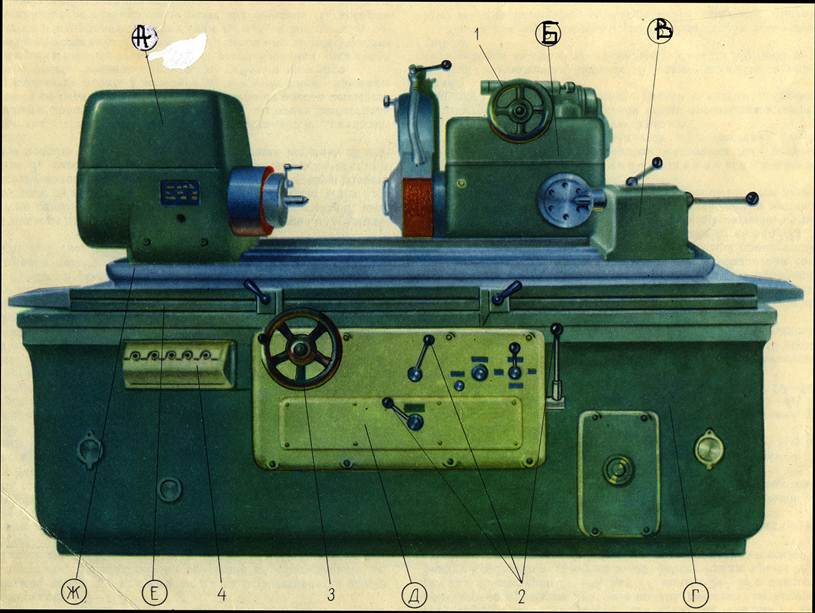
Рис. 56 Общий вид круклошлифовального станка модели 3151
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1302; Нарушение авторских прав?; Мы поможем в написании вашей работы!