КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Бесцентровый круглошлифовальный станок
|
|
|
|
При шлифовании по методу врезания оси шлифовального и ведущего кругов устанавливают параллельно друг другу. Деталь, опирающаяся на призму, только вращается (осевая подача отсутствует), а поперечная подача на толщину срезаемого слоя производится перемещением ведущего или шлифующего круга в направлении, перпендикулярном к оси обрабатываемой заготовки, точным ходовым винтом.
Для обеспечения цилиндричности ось шлифуемой заготовки должна быть выше центров шлифовального и ведущего кругов примерно на 0,15—0,25 диаметра детали, но не более чем на 10— 12 мм (во избежание вибраций).
БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЕ СТАНКИ
На бесцентрово-шлифовальных станках можно шлифовать наружные и внутренние поверхности цилиндрических деталей, не имеющих центровых отверстий. Схема шлифования на бесцентровом круглошлифовальном станке наружной поверхности детали с продольной подачей напроход приведена на рис. 10.2. Деталь 3, поддерживаемая опорной призмой 4, располагается между двумя кругами 1 и 2, из которых шлифовальный 1 снимает припуск с заготовки, а ведущий круг 2 сообщает заготовке вращение (круговую подачу) и продольное перемещение (осевую подачу).
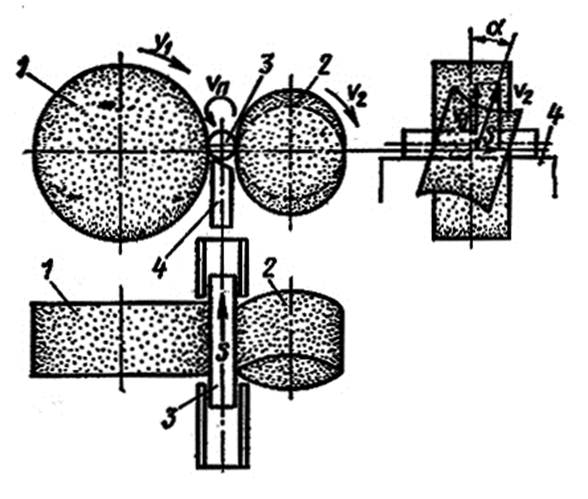
Рис. 7.2. Схемы шлифования на бесцентрово-шлифовальном станке
Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом α к оси шлифовального круга. При обдирочном шлифовании угол α= 1,5... 6°, а при чистовом α = 0,5... 1,5°. В обоих случаях продольную подачу определяют как произведение окружной скорости ведущего круга V2 на синус угла наклона α оси круга:
Sзаг= V2 sin α
модели 3180
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1022; Нарушение авторских прав?; Мы поможем в написании вашей работы!