КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Общая характеристика станка
|
|
|
|
Назначение станка: станок предназначен для наружного шлифования гладких цилиндрических деталей типа валиков, поршневых пальцев, стержней, колец, роликов и других подобных деталей методом (продольной подачи и, кроме того, для наружного шлифования тел вращения фасонного профиля и цилиндрических деталей ступенчатой формы методом радиальной подачи. Станок применяется в условиях серийного и массового производства.
Техническая характеристика станка
Диаметр шлифования в мм:
наибольший…………………………………………………………75
наименьшей ………………………………………………………….3
Наибольшая длина шлифования в мм…………………………………..180
Расстояние между осями кругов в мм:
наибольшее …………………………… …………………………530
наименьшее…………………………………………………………330
Наибольшее перемещение каретки в мм…………… ………… …..120
Наибольшее перемещение бабки ведущего круга в мм:
без салазок………………………………………………… … ……80
с салазками………………………………………………… …….200
Число оборотов шлифовального круга в минуту…………………...1200
Пределы чисел оборотов ведущего круга в минуту при:
-гидравлическом приводе………………………………………… 25—225
-механическом приводе …………………………………………….13—94
Число оборотов ведущего круга в минуту при правке………………300
Наибольший угол поворота ведущего круга в град ……………………6
Мощность электродвигателя шлифовального круга в кВт………..14
Основные узлы станка (рис. 58). А — станина; Б — бабка шлифующего крупа; В — приспособление для правки шлифующего круга; Г— опорный нож; Д — приспособление для правки ведущего круга; Е — бабка ведущего круга; Ж — салазки бабки ведущего круга.
Органы управления. 1, 2, 3 —рукоятки управления приспособлением для правки шлифующего круга; 4 — рукоятка управления измерительным устройством; 5, 6, 7 — рукоятки управления приспособлением для правки ведущего круга; 8 — грибок для микрометрической радиальной ручной подачи бабки ведущего круга; 9 — маховичок для установочного перемещения бабки ведущего круга; 10 — рычаг быстрого ручного подвода и отвода бабки ведущего крута.
Движения в станке. Движение резания — вращение шлифующего круга. Движения подач — вращение и осевое перемещение обрабатываемой заготовки и радиальное перемещение бабки ведущего круга. Вспомогательные движения — тонкое установочное перемещение бабки ведущего круга, быстрое вращение шпинделя для правки ведущего круга и перемещение приспособлений для правки шлифующего и ведущего кругов.
Принцип работы. Обрабатываемую деталь устанавливают между шлифующим и ведущим кругами на опорном ноже Г так, чтобы центр детали был несколько выше линии центров обоих кругов. Шлифующему кругу сообщается быстрое вращательное движение, окружная скорость которого должна соответствовать принятой для шлифовальных операций скорости резания и должна быть направлена в точке касания с деталью в сторону опорного ножа.
Ведущему кругу также сообщается вращательное движение в том же направлении, что и шлифующему кругу, но со значительно меньшей скоростью, соответствующей скорости круговой подачи детали. Система сил, действующая на деталь со стороны абразивных кругов и опорного ножа, заставляет ее вращаться с окружной скоростью, практически равной окружной скорости вращения ведущего круга.
Салазки с опорным ножом и бабкой ведущего круга устанавливают так, чтобы расстояние между абразивными кругами точно соответствовало заданному диаметру обрабатываемой детали.
При работе методом продольной подачи ось ведущего круга устанавливают под небольшим углом (1—6°) к оси детали, в результате чего появляется осевая составляющая окружного усилия, под действием которого деталь перемещается вдоль своей оси.
При работе методом радиальной подачи ось ведущего круга располагают параллельно оси детали или под незначительным углом наклона (не более 1º). Продольная подача в этом случае отсутствует. Радиальная подача сообщается бабке ведущего круга. Обработка при этом методе шлифования производится по жесткому упору, который устанавливают в соответствии с заданным диаметром обрабатываемой детали. Для восстановления правильной геометрической форумы абразивных кругов на станке предусмотрены два приспособления: для правки шлифующего и ведущего кругов.
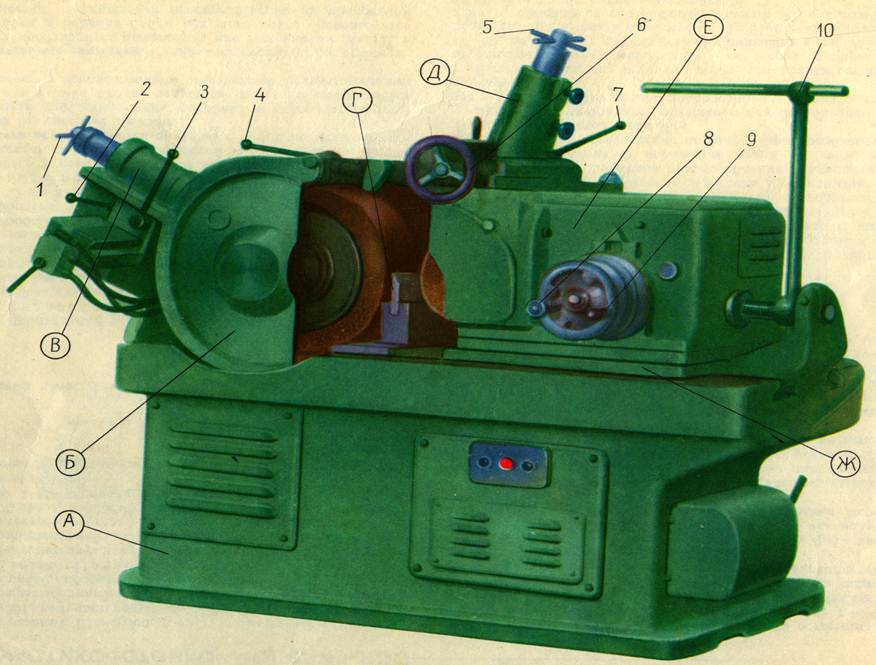
Рис. … Общий вид бесцентрового круглошлифовального станка модели 3180
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1626; Нарушение авторских прав?; Мы поможем в написании вашей работы!