КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Хонинговальные станки
|
|
|
|
Хонингование выполняют специальным инструментом— хонинговальной головкой (хоном), оснащенной мелкозернистыми абразивными брусками. Головка (рис. 10.6) совершает одновременно вращательное и возвратно-поступательное движения в неподвижном отверстии. Хонингованием можно получать высококачественную поверхность, а также исправлять некоторые дефекты отверстий (конусность, овальность и др.). При хонинговании в качестве смазочно-охлаждающей жидкости применяют эмульсию или керосин.
Бруски 4 хонинговальной головки получают радиальное перемещение с помощью конусов 2 и 5, насаженных на стержень 3 с винтовой резьбой и имеющих возможность сближаться или удаляться друг от друга при вращении стержня 3. При сближении конусы 2 и 5 через пальцы 1 раздвигают абразивные бруски 4, а при удалении — сдвигают. Таким образом, устанавливают бруски на нужный диаметр перед началом обработки. У автоматической хонинговальной головки радиальное перемещение брусков 4 для возможности самоустановки в обрабатываемом отверстии производится автоматически, для чего головку соединяют со шпинделем станка универсальными шарнирами. После каждого двойного хода головки стержень 3 поворачивается и сближает конусы 2 и 5.
В зависимости от вида обработки хонинговальные станки подразделяются на станки для хонингования отверстий и наружных поверхностей, а по расположению и числу шпинделей — на вертикальные и горизонтальные, одно- и многошпиндельные.
Вращение шпинделя у хонинговальных станков (рис. 10.7) осуществляется обычно от электродвигателя через механическую коробку скоростей. Возвратно-поступательное перемещение шпинделя у вертикальных хонинговальных станков обычно производится с помощью гидравлического привода. В горизонтальных станках для этого используют электромеханический или гидравлический привод.
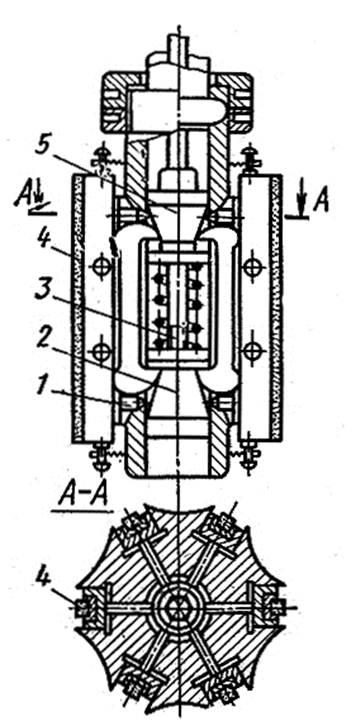
Рис. 10.6. Хонинговальная головка
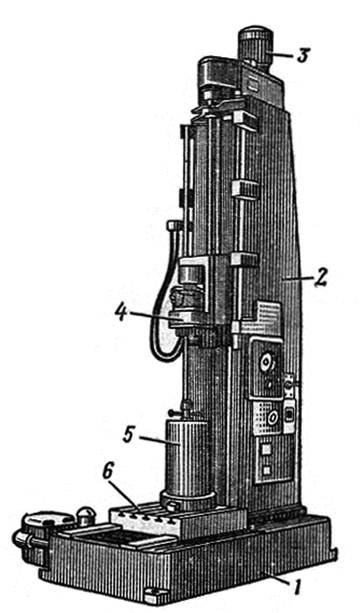
Рис. 10.7. Вертикальный хонинговальный станок:
1 — станина; 2 — колонна; 3 — электродвигатель главного движения; 4 — подвижная каретка; 5 — заготовка; 6 — стол.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1268; Нарушение авторских прав?; Мы поможем в написании вашей работы!