КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Станки для суперфиниширования
|
|
|
|
Суперфиниширование применяют для обработки наружных и внутренних цилиндрических поверхностей. Суперфиниширование производят абразивными брусками, совершающими колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности вращающейся заготовки (рис. 10.8). Мягкие, мелкозернистые абразивные бруски во время работы прижимаются к обрабатываемой поверхности пружинами или гидравлическим устройством. При суперфинишировании в качестве смазочно-охлаждающей жидкости применяют смесь керосина с маслом. Припуск на обработку не оставляют, поскольку процесс заключается в снятии микронеровностей, оставшихся от предыдущей обработки. Процесс снятия металла автоматически прекращается при удалении гребешков и увеличении площади соприкосновения брусков с основной поверхностью детали, когда сила прижима оказывается недостаточной для разрыва масляной пленки на поверхности детали.
На станке для суперфиниширования цилиндрических поверхностей деталей колеблящимися брусками (рис. 10.9.) заготовку устанавливают в центрах между передней 1 и задней 4 бабками.
Заготовка получает вращение от поводкового патрона 2, как и на обычном токарном станке. Абразивные бруски крепят в специальных державках 3, которые получают осевое возвратно-поступательное движение по обрабатываемой поверхности. Движение осуществляется с помощью гидропривода, служащего также для подвода брусков к заготовке и легкого прижима их к ее поверхности. Колебательное движение бруски получают по специальным направляющим от отдельного электродвигателя посредством эксцентрика.
Скорость вращения детали составляет 2—20 м/мин, продольная подача 0,1—0,15 мм/об, а число колебательных движений брусков в минуту 500—1800.
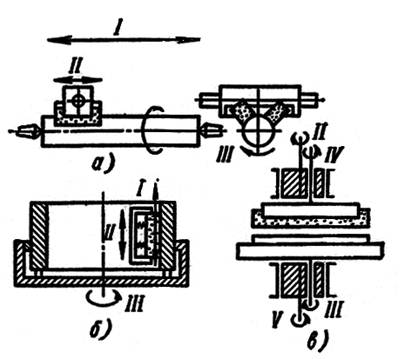
Рис. 10.8.Схемы движений при суперфинишировании:
а — при обработке вала; б — при обработке внутренней поверхности; в — при обработке плоскостей; / — возвратно-поступательное движение инструмента; // — колебательное движение инструмента; /// — вращение заготовки; IV — вращение инструмента; V — колебательное движение заготовки.
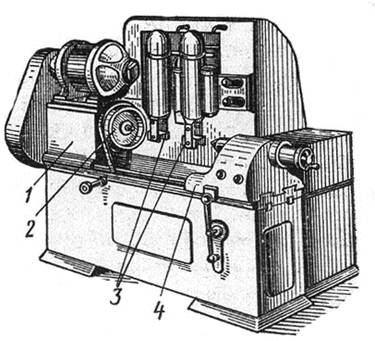
Рис. 10.9. Станок для суперфиниширования цилиндрических
поверхностей
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1018; Нарушение авторских прав?; Мы поможем в написании вашей работы!