КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виды обработки металлов давлением
|
|
|
|
Обработка металлов давлением (ОМД).
ОМД основана на способности металлов пластически деформироваться под действием внешних сил. Если упругая деформация обусловлена смещением атомов относительно друг друга на величину, меньшую межатомных расстояний (упругие смещения), то пластическая деформация обусловлена смещением атомов на величину, большую межатомных расстояний. При пластической деформации нет линейной связи между напряжением и величиной деформации. В новое положение равновесия атомы могут переходить в результате смещения в определённых параллельных плоскостях, без существенного изменения расстояний между этими плоскостями. При этом атомы не выходят из силового взаимодействия (межатомного взаимодействия) и деформация происходит без нарушения сплошности металла, плотность которого практически не изменяется. Скольжение одной части кристаллической решётки относительно другой происходит по плоскостям наиболее плотного размещения атомов (плоскостям скольжения). В реальных металлах кристаллическая решётка имеет линейные дефекты (дислокации), перемещение которых облегчает скольжение.
Величина пластической деформации не безгрнична, при определённых её значениях может начаться разрушение металла (предельная деформация). На величину предельной пластической деформации влияют: механические свойства металла (сплава), температурно-скоростные условия деформирования, схема напряжённого состояния.
Наибольшая предельная пластическая деформация достигается при отсутствии растягивающих напряжений и увеличении сжимающих напряжений. В этих условиях даже камни (мрамор) могут пластически деформироваться.
По сравнению с резанием ОМД имеет существенные преимущества: - значительно меньше отходов металла, выше производительность труда, изменяются физико-механические свойства материала.
ОМД по назначению подразделяются на 2 вида:
а) для получения заготовок постоянного поперечного сечения по длине (пруток, лента, лист), используемых самостоятельно или для получения деталей обработкой резанием (прокатка, прессование, волочение);
б) для получения деталей или заготовок (полуфабрикатов), имеющих форму и размер, близкие к форме и размеру детали (ковка, штамповка).
Прокатка - это обжатие заготовки (2) между валками (1).
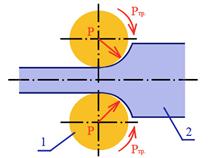
Рис. 9.1. Схема процесса прокатки.
Ртр – сила трения, втягивает заготовку в зазор валков.
Р – нормальная сила, формует, уменьшает поперечные размеры заготовки
Прессование – это продавливание заготовки (2), находящейся в замкнутой форме (3) через отверстие (1) давящим инструментом (4).
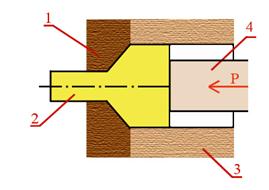
Рис.9.2. Схема процесса прессования.
Волочение – это протягивание заготовки (2) через сужающуюся полость матрицы (1).
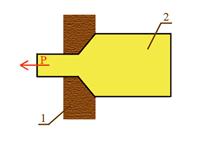
Рис. 9.3. Схема процесса волочения.
Ковка – это изменение формы и размера заготовки (2) путём последовательного воздействия Р универсальным инструментом (1) на отдельные участки заготовки.
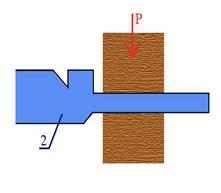
Рис. 9.4. Схема процесса ковки.
Штамповка. Различают объёмную и листовую штамповку. При объёмной штамповке на заготовку (обычно – пруток) воздействуют специализированным инструментом (штампом) 1, причём металл заполняет полость штампа, приобретая его форму и размеры
 .
.
Рис. 9.5. Схема объёмной штамповки.
При листовой штамповке получают плоские и пространственные полые детали из листовой заготовки.
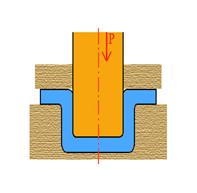
Рис. 9.6. Схема листовой штамповки.
В зависимости от температурно-скоростных условий деформирования различают холодную и горячую деформацию.
Холодная деформация характеризуется изменением формы зёрен, которые вытягиваются в направлении наиболее интенсивного течения металла. В этом случае формоизменение сопровождается изменением механических и физико-химических свойств металла. Этот эффект называется упрочнением (наклёп) и приводит к увеличению прочности, уменьшению пластичности.




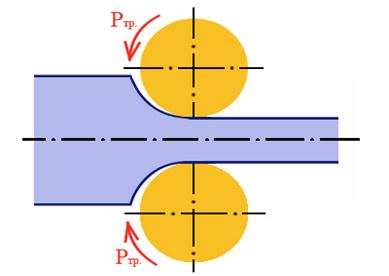
Рис. 9.7. Схема процесса холодной деформации, сопровождающейся наклёпом.
Эффект наклёпа можно снять термообработкой (отжигом), при этом происходит рекристаллизация, т.е. зарождение и рост новых равновесных зёрен взамен деформированных, вытянутых. Температура начала рекристаллизации Тн.рек. для чистых металлов обычно составляет 0,4 Тпл К.
Термообработка при температуре ниже Тн.рек. называется «возврат» и приводит к снятию остаточных напряжений. При этом происходит снижение ρv и возрастание стойкости к коррозии.
Горячая деформация проводится при таком соотношении скорости деформирования и рекристаллизации, чтобы рекристаллизация успела произойти во всём объёме заготовки. Микроструктура после такой ОМД является равновесной, без следов упрочнения.


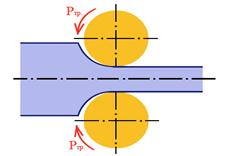
Рис. 9.8. Схема процессов горячего прессования
Если после ОМД происходит не полная рекристаллизация и остаются следы упрочнения, то мы имеем дело с неполной горячей деформацией. Такая деформация ведёт к снижению механических свойств и пластичности, поэтому нежелательна.
При горячей деформации сопротивление деформированию примерно в 10 раз ниже, чем при холодной деформации. Горячую деформацию обычно используют применительно крупным деталям.
К ОМД следует отнести и порошковые технологии. Они включают как производство собственно металлических порошков, так и изготовление из них изделий. Изготовление изделий имеет много общего с керамическим производством и заключается в прессовании из порошков заготовок, которые в последствии спекают. Методами порошковой технологии перерабатывают как чистые металлы (Fe, Cu, Ni, Cr, Co, W, Mo, Ti и др.), так и сплавы.
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 1344; Нарушение авторских прав?; Мы поможем в написании вашей работы!