КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Армированные композиционные материалы
|
|
|
|
К армированным композиционным материалам относятся такие, которые содержат в своём составе анизометричные компоненты – непрерывные или короткие волокна, игольчатые монокристаллы, слоистые материалы – ткани, бумаги и т.п. Полимерные композиционные материалы, содержащие слоистые волокнистые наполнители, называются текстолитами и гетинаксами. Их получают при помощи прессового оборудования. Процесс включает в себя пропитку ткани связующим в ваннах, снабжённых направляющими роликами и диавальцами, отжимающими избыток связующего. После этой операции ткань подсушивается, превращаясь в так называемый препрег, кроится нужным образом, укладывается слоями и прессуется при температуре отверждения связующего. Для изготовления листов используют многоэтажные прессы, позволяющие получать за одну операцию много листов. Эта технология используется также при изготовлении фольгированных диэлектриков.
Для изготовления армированных изделий сложной формы используют другие методы. К ним относится ручная укладка, которая не требует пояснений, и намотка непрерывными волокнами. Этим методом изготавливают изделия цилиндрической формы – сосуды высокого давления, корпуса ракет, трубы и т.п. Одна из схем процесса формования намоткой изображена на рис.9.24 Здесь исходные материалы (смола и волокно) поступают из неподвижных ёмкостей и наматываются на вращающийся сердечник конечной длины.
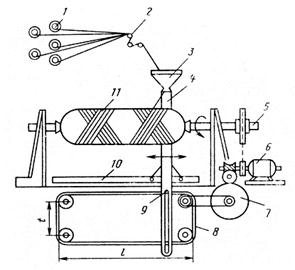
Рис.9.24. Схема процесса формования намоткой волокном.
1 – шпулярник с волокном (ровинг); 2 – натяжное устройство; 3 – ёмкость со смолой; 4 – челнок; 5 – вал; 6 - электродвигатель; 7 – редуктор; 8 - цепь; 9 – сухарь; 10 – рельсовый путь; 11- изделие; l – ход; t – высота.
Другой разновидностью этого метода является напыление на форму стеклянного штапеля (волокна длиной в несколько см) одновременно со смесью соответствующей смолы и катализатора.
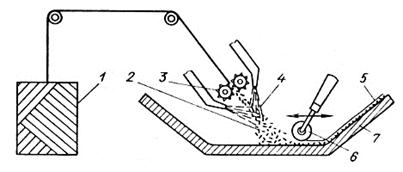 Варьирование соотношения смолы и стекловолокнистого наполнителя, вида армирующего материала и системы его укладки, типа смолы позволяет существенно изменять физические свойства получаемых стеклопластиков. Одна из схем нанесения покрытий напылением представлена на рис.9.25.
Варьирование соотношения смолы и стекловолокнистого наполнителя, вида армирующего материала и системы его укладки, типа смолы позволяет существенно изменять физические свойства получаемых стеклопластиков. Одна из схем нанесения покрытий напылением представлена на рис.9.25.
Рис.9.25. Безвоздушная система напыления с двумя ёмкостями.
1 – ровинг (ровинг – это некручёная нить из непрерывных волокон); 2 – смола с катализатором; 3 – рубильное устройство; 4 – смола с ускорителем;5 – уплотнённый слой; 6 – валик; 7- форма.
Существует много разновидностей распылителей и вариантов оборудования для напыления.
Центробежное литьё.
Этот метод имеет много общего с ротационным формованием при вращении вокруг одной оси. По этому методу изделия из слоистых пластиков цилиндрической, конической или параболической формы формуются под действием центробежных сил, возникающих при вращении вокруг продольной оси с одновременным отверждением. Внутренняя поверхность формы является наружной поверхностью изделия. Внутрь формы укладывают слои армирующего наполнителя, форму вращают с одновременной подачей смолы. После отверждения готовое изделие выталкивают из формы. Внутренняя поверхность формы должна быть отшлифована и отполирована до высоких классов чистоты. Так как при отверждении смолы выделяется значительное количество тепла, а коэффициенты термического расширения полимеров и металла, из которого изготовлена форма, различаются на порядок, выталкивание изделия из формы после охлаждения не вызывает затруднений. На рис.9.26 представлена схема центробежного литья.
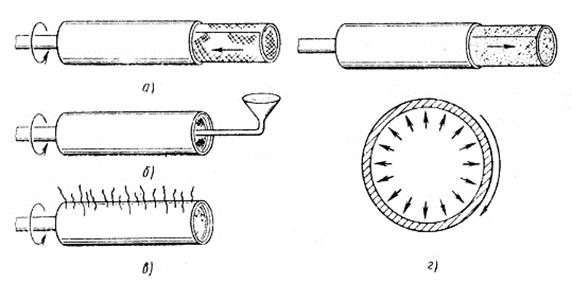
Рис.9.26. Схема центробежного литья.
а – обёртывание оправки; б – вращение; в – отверждение; г – извлечение изделия.
Существуют устройства для центробежного литья, в которых по внутренней поверхности формы раскладывается непрерывное волокно (ровинг) с одновременной подачей смолы. Этим приёмом сейчас получают цилиндры длиной до 2 м и диаметром до 400 мм.
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 824; Нарушение авторских прав?; Мы поможем в написании вашей работы!