КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Гидростатическое прессование
|
|
|
|
Прессование на механических прессах.
Этим методом получают изделия, форма которых копирует очертания пресс-формы. Изделия обычно имеют сравнительно простую геометрическую форму с нетолстыми стенками; применяют массы с низким содержанием влаги, поэтому усадка при сушке незначительна, а сушка непродолжительна. В силу разных обстоятельств, в частности, из-за неравномерности распределения плотности по объёму отформованного изделия, этим методом изготавливают изделия с малым отношением высоты формуемого изделия к диаметру.
 Для создания давления чаще всего используются гидравлические прессы, а также прессы, работающие на других принципах, - коленно-рычажные, ротационные и др. Процесс легко автоматизировать.
Для создания давления чаще всего используются гидравлические прессы, а также прессы, работающие на других принципах, - коленно-рычажные, ротационные и др. Процесс легко автоматизировать.
Это разновидность общего метода прессования. Он основан на равномерном обжиме порошка, помещённого в резиновую эластичную форму, жидкостью (водой, маслом, глицерином и т.д.), находящейся под давлением (рис.9.33.).
Рис.9.33. Примерная конструкция устройства для формования труб гидростатическим прессованием.
1 – резиновый корпус; 2 – керамический порошок; 3 – резиновая крышка; 4 – устройство для подвески; 5 – отверстие для удаления воздуха.
В этом случае давление равномерно передаётся по всем направлениям, и отпрессованное изделие приобретает такую плотность, которая не может быть достигнута при направленном прессовании изделий вдоль какой-либо одной оси изделия. (Сравните с методом, разобранным в разделе 13.5.). Метод позволяет формовать крупные изделия.
Недостатки: трудность обеспечить непрерывность процесса; трудно обеспечить точность, т.к. эластичные оболочки легко деформируются, поэтому зачастую требуется последующая механическая обработка; дороговизна установки.
10.4.3. Литьё в пористые формы.
По этому методу изделие нужной формы получают из шликера – водной суспензии порошков. Процесс позволяет получать изделия сложной конфигурации с однородной высокой плотностью; пористые формы обычно изготавливают из гипса, поэтому они дёшевы. Для сложных изделий формы делают разборными.
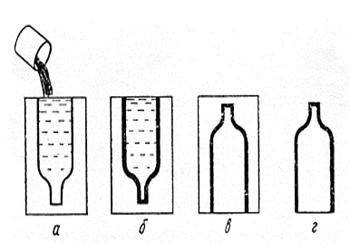 Различают наливной и сливной метод формования. Сливным методом изделия формуют по схеме, показанной на рис.9.34.
Различают наливной и сливной метод формования. Сливным методом изделия формуют по схеме, показанной на рис.9.34.
Рис.62. Схема процесса формования методом литья сливным способом.
а – заливка шликера; б отстаивание;
в – удаление шликера; г – выемка из формы.
Шликером заполняют форму и ставят её на выдержку (а). Жидкость отсасывается формой в результате чего на стенках формы начинают формироваться стенки изделия (б). Уровень жидкости в форме понижается, поэтому необходимо подливать шликер до уровня. Когда толщина стенок изделия достигает заданной, шликер сливают путём переворачивания формы и оставляют в таком положении (в), при этом влага из материала продолжает поглощаться пористой формой. После того, как изделие даст усадку, его вынимают из формы (г).
Сливной способ пригоден для формования тонкостенных изделий – труб, тиглей и т.п.
Наливным способом формуют сплошные изделия, конфигурация которых точно соответствует форме, в которую заливают шликер. Обычно используют разъёмные формы. Процесс формования показан на рис.9.34.
Рис.9.34.Схема процесса отливки в твёрдую форму.
а – заливка шликера; б – выдержка; в – выемка из формы.
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 1067; Нарушение авторских прав?; Мы поможем в написании вашей работы!