КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Дайте названия контрольных карт
|
|
|
|
К контрольной карте 1-й группе относятся:
- контрольная карта средних арифметических значений – карта  ;
;
- контрольная карта медиан – карта  ;
;
- контрольная карта индивидуальных значений – карта  ;
;
- контрольная карта средних квадратических отклонений – карта  ;
;
- контрольная карта размахов – карта  .
.
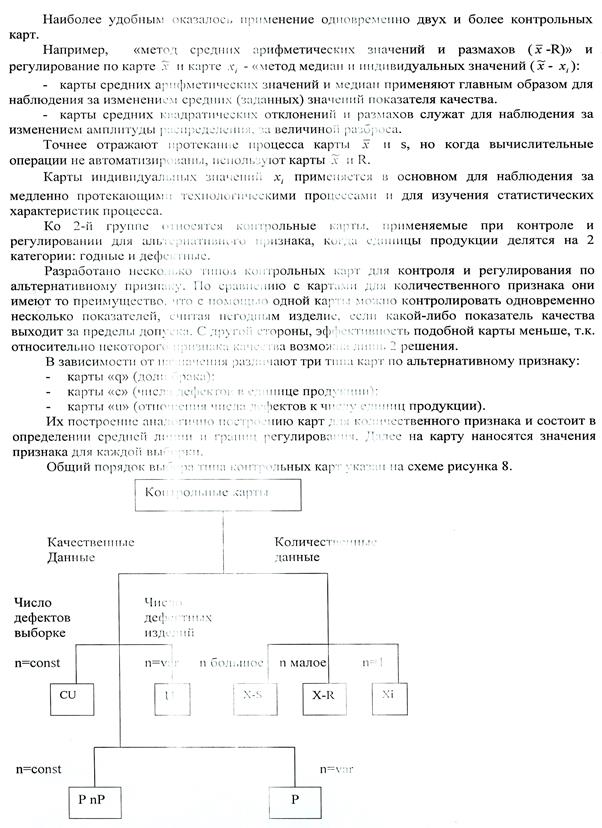
В зависимости от назначения различают три типа карт по альтернативному признаку:
- карты контрольные карты доли брака « »;
»;
- карты контрольные карты дефектов « »;
»;
- карты « ».
».  – число дефектов, делённое на число единиц продукции).
– число дефектов, делённое на число единиц продукции).
контрольная карта количества бракованных изделий–  -карта.
-карта.
58. На какие группы делятся контрольные карты по схеме построения? Чем они различаются?
Вид контрольной карты определяется (как и метод) по названию используемой статистической характеристики. Например, если метод - средних арифметических значений, то, соответственно, название контрольной карты - контрольная карта средних арифметических значений и краткое обозначение ( - карта).
- карта).
Вид статистического регулирования определяется (как было сказано выше), тем, по какому признаку осуществляется контроль: по количественному или. по альтернативному. Каждый из этих признаков контроля имеет свои преимущества и недостатки.
Так, контроль по количественному признаку значительно информативнее контроля по альтернативному признаку, т.к. в расчет берутся фактические значения контролируемого параметра. Однако следует учитывать такое обстоятельство: если контролируется несколько параметров в изделии, то статистическое регулирование должно осуществляться отдельно по каждому параметру.
Контроль по альтернативному признаку менее информативен, чем контроль по количественному признаку, и поэтому требует большего объема выборки (при равных исходных данных). Однако такой контроль предельно прост, так как достаточно проверить лишь факт соответствия единиц продукции в выборке установленным требованиям (независимо от количества контролируемых параметров). При этом годной считается единица продукции, удовлетворяющая всем установленным требованиям, а дефектной считается единица продукции, имеющая хотя бы один дефект (дефектом считается каждое отдельное несоответствие установленным требованиям). При контроле по альтернативному признаку не требуется знать фактическое значение контролируемого параметра, поэтому можно использовать простейшие средства контроля (типа предельных калибров), а также визуальный контроль, основанный на сравнении единиц продукции с контрольным образцом.
59. Какие задачи решаются на стадии предварительного анализа состояния технологического процесса?
Основной целью статистического анализа точности и стабильности технологического процесса является выявление погрешностей изготовления, изучение причин, вызывающих эти погрешности, определение закономерностей происхождения погрешностей, определение оптимальных параметров статистического регулирования и разработка мероприятий по совершенствованию процесса изготовления продукции и методов их контроля.
Подготовка исходных данных начинается с изучения технологических процессов изготовления деталей, а также выделении из всей совокупности наиболее существенных операций, т.е. технологических операций, которые непосредственно влияют на функциональные свойства продукции. при этом могут использоваться детали экспертного опроса и ранговой корреляции, метод парной корреляции, релейный метод, метод случайного баланса, множественного регрессионного анализа и т.д., в зависимости от того, какой метод более экономичен и эффективен. Далее подготавливают бланки протокола измерений для записи результатов замеров и карты «экспериментальных данных» (см. Р 50-601-20).
Таким образом, анализ точности техпроцессов при помощи больших выборок сводится к следующему:
- определению погрешности изготовления продукции (систематической и случайной);
- оцениванию закона распределения показателя качества продукции;
- сопоставлению погрешности изготовления с допуском на изготовление по величине и его расположению. Если известен закон распределения показателя качества и его параметры, то тем самым можно оценить показатели точности технологического процесса.
Статистический анализ техпроцессов дает представление лишь о точности и стабильности процессов в период взятия выборки, которые могут сохраниться и в дальнейшем, если условия протекания процесса не изменяются.
На первом этапе в результате предварительного исследования состояния технологического процесса принимают решение: либо внедрять: статистическое регулирование, либо как-то совершенствовать этот процесс (отлаживать, ремонтировать или заменять оборудование), либо менять технологию.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 586; Нарушение авторских прав?; Мы поможем в написании вашей работы!