КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Железнение
|
|
|
|
Ванное железнение. Железнение представляет собой процесс гальванического осаждения железа из водных растворов его солей при прохождении через электролит постоянного тока низкого напряжения.
Способом железнения восстанавливают поворотные кулаки, шкворни, крестовины дифференциала, валы сошек рулевого управления, кронштейн передней рессоры, посадочные места под подшипники в корпусных деталях и т.д.
Преимущество этого способа перед хромированием заключается в высокой скорости осаждения металла (более 0,3 мм/ч); возможность получения осадков большой толщины (до 3,0 мм); более высоком коэффициенте выхода по току 80—95 %; низкой стоимости материалов для приготовления электролитов. Для железнения используются различные электролиты: сернокислые, хлористые и др. В электролит рекомендуется вводить различные добавки — органические и неорганические вещества: соли никеля, кобальта, марганца, хлористый натрий, глицерин. Эти добавки позволяют улучшить стабильность электролита или качество осадка.
Электролиты, применяемые для осаждения железа, делятся на две группы: горячие и холодные (табл. 5.3).
Таблица 5.3. Составы электролитов для железнения
| Наименование компонентов г/л, и режим работы | Горячий электролит | Холодные электролиты | ||
| №1 | №2 | №3 | ||
| Сернокислое железо FeO4×7H2O | — | — | — | |
| Хлористое железо FeСl2×4H2O | 200—500 | 400—600 | 400—600 | 150—200 |
| Хлористый натрий NaCl | — | — | — | |
| Гидразин солянокислый N2H4×HCl | — | 3—5 | — | — |
| Кислотность рН | 1,2—2,2 | 0,6—1,5 | 0,5—1,3 | 0,6—1,2 |
| Аскорбиновая кислота, г/л | — | — | 0,5—2,0 | — |
| Температура, °С | 60—90 | 20—50 | 20—50 | 20—50 |
| Плотность тока на катоде, А/дм2 | 10—50 | 15—40 | 10—40 | 10—40 |
| Время процесса, мин | 80—95 | 85—90 | 85—92 | 85—92 |
Горячие хлористые электролиты (осаждение ведется при температуре более 50 °С) вызывает сильную коррозию металлических частей оборудования. Процесс сопровождается интенсивным испарением электролита, которое вредно сказывается на здоровье работающих. Однако они получили распространение как более производительные.
На ремонтных предприятиях наибольшее распространение для железнения получили горячие хлористые электролиты, состоящие из двух компонентов: хлористого железа и соляной кислоты. В ремонтной практике чаще всего применяют четыре вида хлористых электролитов, отличающихся концентрацией железа.
Малоконцентрированный электролит содержит 200—250 г/л хлористого железа. При плотности тока 30—50 А/дм2 и температуре 60—80 °С электролит обеспечивает получение плотных, гладких, мелкозернистых осадков железа с твердостью 4 500—6 500 Н/мм2, толщиной 1,0—1,5 мм. Выход железа по току составляет 85—95 %. Скорость осаждения железа равна 0,4—0,5 мм/ч на сторону. Электролит допускает колебание кислотности при электролизе от 0,8 до 1,5 г/л, которое незначительно отражается на механических свойствах покрытий. Недостатком этого электролита является постепенное увеличение концентрации железа в процессе электролиза в результате несоответствия между скоростью растворения анодов и скоростью осаждения железа на катоде, что вызывает затруднения при обслуживании ванны железнения.
Среднеконцентрированный электролит оптимальной концентрации содержит 300—350 г/л хлористого железа (FeСl2×4H2O). Катодный выход железа из этого электролита при температуре 75 °С и плотности тока 40 А/дм2 составляет 96 %. В этом электролите анодные и катодные выходы железа по току становятся примерно одинаковыми, концентрация железа остается почти неизменной и электролит длительное время по концентрации железа не требует корректировки. В настоящее время этот электролит нашел широкое применение на ремонтных предприятиях.
Среднеконцентрированный электролит содержит 400—450 г/л хлористого железа (FeСl2×4H2O). Электролит используется для восстановления деталей, имеющих достаточно высокие износы и сравнительно невысокую твердость. Электролит дает возможность получать гладкие плотные покрытия толщиной до 2 мм и твердостью 2 500—4 500 Н/мм2. Электролит также находит применение для восстановления посадочных отверстий в корпусных деталях.
Высококонцентрированный электролит содержит 600—680 г/л хлористого железа (FeСl2×4H2O). Электролит при температуре 95—105 °С и плотности тока 5—20 А/дм2 позволяет получать мягкие (120—200 кг/мм2), вязкие покрытия толщиной 3—5 мм.
Электролиты более высокой концентрации рекомендуется применять, когда к восстанавливаемым деталям не предъявляются повышенные требования по твердости рабочих поверхностей.
Приготовление электролита производится в следующем порядке. В ванну заливают дистиллированную воду комнатной температуры и добавляют соляную кислоту из расчета 0,5 г/л. В подкисленную воду засыпают FeCl2, выдерживая требуемую концентрацию, и перемешивают до полного растворения, затем электролит отстаивают в течение 1—2 ч, пока он не примет светло—зеленый цвет (кислотность рН 0,8—1,2).
Холодные электролиты лишены указанных недостатков.
При постоянном электролите состав покрытия так же как и при хромировании, определяется плотностью тока и температурой электролита. Покрытия, полученные при высоких температурах и малой плотности тока, имеют гладкую бархатную поверхность серебристо-белого цвета. Осадки образуются мелкозернистые и вязкие. При повышении плотности тока получают осадок с блестящим оттенком, увеличивается твердость покрытия и сопротивление разрыву, вязкость слоя уменьшается.
Температура электролита оказывает обратное воздействие на свойства покрытий. При понижении температуры повышается твердость осадка и сопротивление разрыву. Слой металла имеет малую вязкость.
Технологический процесс железнения в основном аналогичен хромированию. Отличие состоит в том, что анодная обработка производится в отдельной ванне, заполненной электролитом, состоящим из 30 %-ного раствора серной кислоты и 10—25 г/л сернокислого железа. Анодом служит деталь, катодом — пластины из свинца или нержавеющей стали. При температуре 20 °С пропускают ток плотностью 10—70 А/дм2 в течение 2—4 мин. Такую обработку называют еще пассированием, поскольку на поверхности образуется пассивная пленка, которая защищает металл от окисления во время промывки и переноса детали в ванну для железнения. Пленка снимается депассированием — выдержкой детали в ванне для железнения в течение 30—80 с без включения тока. Для увеличения прочности сцепления покрытия с основным металлом силу тока увеличивают постепенно: сначала устанавливают плотность тока 5 А/дм2, а затем повышают ее до нормы в течение 5—10 мин. После железнения детали промываются горячей водой при температуре 80—90 °С. Остатки кислоты удаляют с поверхности детали путем нейтрализации — промывки в горячем (70—80 °С) 10 %-ном растворе каустической соды в течение 30 мин.
Термическую обработку деталей с целью улучшения механических свойств стальных покрытий рекомендуется проводить при температуре 200—300 °С. Продолжительность нагрева 1,0—1,5 ч. Аноды для железнения изготавливаются из малоуглеродистых нелегированных сталей.
Местное железнение. Оно является одним из эффективных и экономичных способов восстановления изношенных деталей. Этим методом можно пользоваться при ремонте посадочных мест под подшипники в коробках передач, корпусов задних мостов и других деталей.
Технологический процесс восстановления
1. Подготовка детали к железнению:
а) промывка бензином или 10 %-ным раствором каустической соды загрязненных и замасленных поверхностей;
б) определение величины износа и времени для наращивания железа. Плотность железа 7,75 г/см3, а его электрохимический эквивалент С = 1,043 г/А×ч.
2. Зачистка поверхности гнезда наждачной шкуркой до металлического блеска, травление 50 %-ным раствором соляной кислоты и промывка холодной водой.
3. Обезжиривание отработанным карбидом или известью, повторная промывка водой.
4. Сборка ванночки для местного железнения.
Отверстия гнезда подшипника закрывают снизу крышкой из винилпласта или другого материала с резиновой прокладкой, которая по диаметру должна быть больше гнезда подшипника на 15—20 мм для того, чтобы образовать местную ванну для процесса железнения.
5. Железнение. В ванночку при помощи резиновой груши наливают электролит (с содержанием 500 г/л хлористого железа, 0,5—2,5 г/л соляной и 1 г/л аскорбиновой кислоты (или глюкозы)), подогретый до 95—100 °С, до ее заполнения, а в середину гнезда устанавливают стержень (анод) из малоуглеродистой стали диаметром 30—40 мм и производят анодную обработку в течение 3—5 мин при плотности тока 10 А/дм2. При этом плюсовая клемма источника питания присоединяется к корпусу детали, а минусовая — к стержню. Когда температура электролита достигает 30—50 °С, изменяют направление тока, то есть включают прямой процесс железнения и наращивают поверхность до установленного размера. Плотность тока при этом составляет 10—15 А/дм2. По истечении времени, установленного для наращивания заданной толщины металла, ток выключают, анод вынимают из гнезда и электролит сливают. Затем поверхность гнезда промывают струей воды и нейтрализуют известью или кальцинированной содой с последующей промывкой водой. После этого измеряется диаметр гнезда подшипника. После просушки поверхность гнезда покрывают слоем солидола.
Железнение на асимметричном переменном токе. Процесс железнения на постоянном токе имеет следующие недостатки: прочность сцепления осадка с покрываемым изделием во многом зависит от материала и вида предшествующей термической обработки поверхности изделия, повышенная температура электролиза приводит к усложнению конструкции ванны для железнения. Применение холодного железнения на асимметричном переменном токе позволяет устранить эти недостатки, улучшить качество, повысить производительность в 3 раза и более (рис. 5.1).
Особенность процесса состоит в том, что железнение ведется не на постоянном, а на асимметричном переменном токе, который получается наложением переменного тока промышленной частоты (50 Гц) на постоянный (однополупериодно выпрямленный), получаемый от выпрямителя.
Катодным называется ток такого направления, когда изделие, подлежащее покрытию, является катодом и на нем откладывается электролитический металл. Анодным — ток обратного направления, при котором покрываемое изделие становится анодом и отложившееся на нем покрытие частично растворяется.

Рис. 5.1. Схема установки железнения на асимметричном токе: 1 – однофазный понижающий трансформатор; 2, 7 – однопериодные, противоположно направленные выпрямители; 3, 6 – реостаты; 4 – амперметры; 5 – ванна железнения
При прохождении через изделие анодного тока происходит электрохимическое травление осажденного металла. На изделии происходят два процесса: электролитическое осаждение металла и травление, интенсивность протекания которых можно регулировать изменением асимметричности тока.
Асимметричный ток с любым значением катодной и анодной составляющих получается включением соответствующих секций реостатов, состоящих в катодной и анодной цепях.
Величина  оказывает большое влияние на формирование покрытий и их свойства. Для получения качественного сцепления осадка с основным металлом необходимо произвести разгонный цикл. До включения реостатами тока величина b устанавливается равной 1,3 при D K = 3—15 А/дм2. После включения тока режим выдерживается 0,5—1,0 мин, затем b доводится до 1,9—2,1 и D K = 15—20 А/дм2 при продолжительности 5—10 мин. Далее плавно или ступенчато b доводят до 8—10, а D K = 50 А/дм2 и проводят железнение до нужных размеров. Скорость осаждения 0,5—0,7 мм/ч. Электролиз ведется при температуре 18—30 °С в электролите, г/л: FeCl2 – 200—220; HCl – 1,5; H2SO4 – 1,0; К1 – 5—16.
оказывает большое влияние на формирование покрытий и их свойства. Для получения качественного сцепления осадка с основным металлом необходимо произвести разгонный цикл. До включения реостатами тока величина b устанавливается равной 1,3 при D K = 3—15 А/дм2. После включения тока режим выдерживается 0,5—1,0 мин, затем b доводится до 1,9—2,1 и D K = 15—20 А/дм2 при продолжительности 5—10 мин. Далее плавно или ступенчато b доводят до 8—10, а D K = 50 А/дм2 и проводят железнение до нужных размеров. Скорость осаждения 0,5—0,7 мм/ч. Электролиз ведется при температуре 18—30 °С в электролите, г/л: FeCl2 – 200—220; HCl – 1,5; H2SO4 – 1,0; К1 – 5—16.
Технологический процесс холодного железнения на асимметричном токе отличается от обычного тем, что между обезжириванием и анодным пассивированием детали ополаскивают в соляной кислоте и производят анодное травление в растворе H3PO4+H2SO4 (3:1) при D А = 20—30 А/дм2 в течение 3 мин, после чего следует повторная промывка в HCl.
Железнение на периодическом токе с обратным регулируемым импульсом значительно интенсифицирует электроосаждение железа и повышает долговечность автотракторных деталей. В этом случае электролитическое питание гальванической ванны осуществляют от устройства, преобразующего трехфазный переменный ток промышленной частоты в периодический ток с обратным регулируемым импульсом (рис. 5.2).
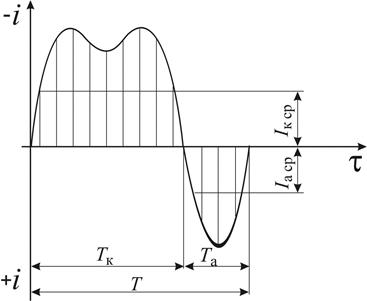
Рис. 5.2. Развертка переменного тока
Повышение скорости осаждения железа в хлористом электролите, содержащем 400 г/л хлористого железа (FeСl2×4H2O), достигалось за счет увеличения продолжительности катодного цикла (Т к), сокращении продолжительности анодного цикла (Т а) в течение одного периода (Т).
С целью управления процессом электрокристаллизации железа обеспечивается независимое регулирование обратного импульса как по амплитуде, так и по длительности. Ток такой формы называют периодическим током с обратным регулируемым импульсом. Процесс способствует уменьшению водорода в покрытиях, скорость осаждения увеличивается более чем в 2 раза. Рекомендуются режимы:  ; Т к = 16,7 мс; Т а = 0—3,33 мс;
; Т к = 16,7 мс; Т а = 0—3,33 мс;  ; t = 40 °C; D K = 40—60 А/дм2.
; t = 40 °C; D K = 40—60 А/дм2.
Способ железнения на периодическом токе с обратным импульсом перспективен для восстановления шатунов, шкворней автомобилей и других деталей.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 7701; Нарушение авторских прав?; Мы поможем в написании вашей работы!