КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварка пластмасс
|
|
|
|
Наиболее простым и доступным способом является сварка при помощи нагретого инструмента [60]. При этом места детали, требующие сварки, разогреваются горячим инструментом (паяльник, ролик и тому подобное), после чего деталь спрессовывают под давлением. Схемы соединения пластмассовых деталей показаны на рис. 11.3.
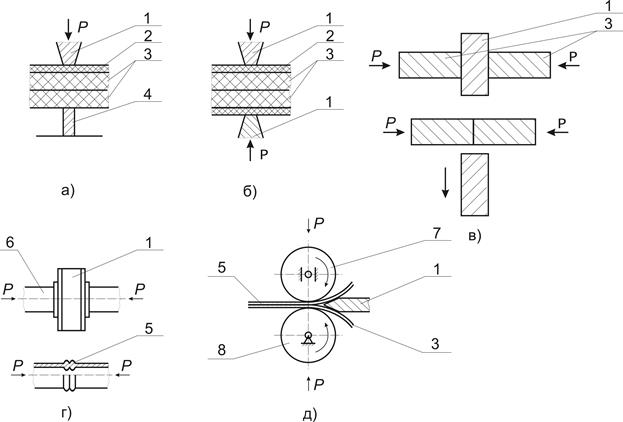
Рис. 11.3. Схема соединения пластмассовых деталей:
а) внахлестку с односторонним нагревом; б) внахлестку с двусторонним нагревом; в) сварка листов встык нагретым инструментом; г) сварка труб встык нагретым инструментом; д) сварка нагретым клином; 1 – нагретый инструмент; 2 – изоляционная прокладка; 3 – свариваемые листы; 4 – опора; 5 – сварной шов; 6 – свариваемые трубы; 7 – ведущий ролик; 8 – ролик опоры; Р – прикладываемое усилие
Таким способом можно сваривать детали, изготовленные или восстановленные из термопластичных материалов.
Сварка газовыми теплоносителями также довольно широко применяется в ремонтном производстве. Кромки изделий подогревают либо горячими газами (воздухом, азотом), либо непосредственно продуктами сгорания горючей смеси. Свариваемые поверхности должны быть предварительно очищены и обезжирены ацетоном. Для сварки пластмасс используют как электрические, так и газовые горелки.
Сварка пластмасс может проводиться как внахлестку, так и встык с применением присадочного материала — прутков из термопластичных материалов.
Самая важная операция сварки — нагрев до нужной температуры. Выделяют следующие градации нагрева:
1. Нагрев до температуры пластичности - материалу можно придать определенную форму, гнуть в нужном направлении.
2. Нагрев до температуры плавления - можно сваривать поврежденные участки, добавлять недостающие вставки.
|
|
|
3. Нагрев до температуры разрушения - шов будет хрупким и содержать продукты разложения пластмассы.
Таблица 11.1. Режимы нагрева пластмасс
| Тип материала | Температура плавления, градусы | Температура разрушения пластика, градусы | Рекомендуемая температура сварки, градусы |
| ABS | 380-400 | 350-370 | |
| PA | 450-470 | 400-440 | |
| PC | 380-400 | 350-370 | |
| PE(мягкий/твердый) | 270/300 | ||
| PP | 350-370 | 300-340 |
Обычно проблемы с перегревом случаются при сварке-пайке обычным паяльником, поскольку невозможно строго выдержать нужную температуру, кроме того немалую роль играет температура окружающей среды. Хорошо паяется паяльником полиамид. Полипропилен пережигается, но результат тоже сносный. Для сварки ABS использовать паяльник не рекомендуется. Паяльник должен быть достаточно мощным (желательно 100 Вт, и с загнутым жалом, чтобы можно было разравнивать расплавленный пластик). Не лишним будет и старый добрый выжигатель по дереву, когда нужно сделать тонкую работу, без него не обойтись, да и температура там регулируется. По большому счету мелкие и несложные дефекты можно устранить этими инструментами, для более сложных случаев понадобится специальный инструмент — фен (термовоздуходувка Leister, Steinel).

| 
|
| а) | б) |

| |

| 
|
| в) |
Рис. 11.4. Нагревательные устройства: а – паяльник; б – выжигатель по дереву; в - термовоздуходувка (фен)

| а) | б) | в) |
Рис. 11.5. Насадки: а - редукционная, б - для быстрой сварки, в - шлицевая
Подготовка деталей под сварку включает зачистку по обе стороны от будущего сварного шва на ширину 15 мм. Концы трещин засверливают для предотвращения их роста, а кромкам придают V-образный профиль с углом 90° глубиной до 5 мм, например специальной фрезой.
Присадочный материал (пруток) должен иметь тот же химический состав и тот же показатель текучести расплава, что и материал свариваемых изделий. Исключение – PMMA (оргстекло) и PVC-U (винипласт), которые отлично свариваются между собой.
|
|
|
Вырезают присадочный пруток необходимой длины и ширины. Затачивают его на точиле так, чтобы он в сечении стал треугольной формы, а кончик — как иголку (это позволяет легче начинать сварку). При сварке ребро присадочного прутка будет утопать в канавке от жала паяльника. При этом площадь сварки увеличивается и тем самым возрастает надежность шва.
Желательно производить пробную сварку для проверки однородности (совместимости) материалов прутка и детали, а также для подбора температуры нагрева, скорости перемещения фена и усилия вдавливания. В течение 5-10 минут прогревают фен, чтобы температура горячего воздуха стабилизировалась. Складывают из обломков всю "картинку". Обломки проще всего закрепить в нужном положении при помощи специальных струбцин-прищепок.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 1448; Нарушение авторских прав?; Мы поможем в написании вашей работы!