КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
ПРИМЕР 9. Формирование последовательности запуска в обработку деталей A, Б, В и Г на четырех станках в соответствии с правилами: 1) в порядке уменьшения суммарной
|
|
|
|
|
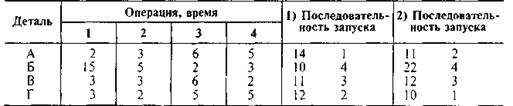
Формирование последовательности запуска в обработку деталей A, Б, В и Г на четырех станках в соответствии с правилами: 1) в порядке уменьшения суммарной трудоемкости обработки от второго до последнего станка; 2) в порядке увеличения суммарной трудоемкости от первого до предпоследнего станка.
Таким образом, в соответствии с правилом 1) последовательность запуска деталей А—Г—В—Б; правило 2) дает такую последовательность запуска: Г—А—В—Б.
Этих двух вариантов запуска бывает недостаточно. Из выражения (11.1) видно, что для всех деталей, кроме f = 1 и f = KД, разность соответствующих сумм трудоемкости определяет собой разность длительности обработки партии на последней (j = s) и первой операциях (f = 1). Отсюда возникает третье правило: детали обрабатываются в порядке уменьшения разности трудоемкостей обработки партии на последнем и первом станках, кроме деталей первого и последнего наименования. Когда полученная разность отрицательна, то приходят к четвертому правилу, согласно которому рассматривается модуль разности трудоемкостей, организованных по третьему правилу.
Рассмотренный эвристический метод установления очередности запуска партий деталей в обработку позволяет из громадного множества всех вариантов отобрать на основе сформулированных правил всего четыре варианта запуска, которые в дальнейшем необходимо оценить по значению ТЦС.
|
|
|
|
|
Дата добавления: 2015-03-31; Просмотров: 383; Нарушение авторских прав?; Мы поможем в написании вашей работы!