КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Барабанные печи
|
|
|
|
Для нагрева под закалку различных мелких деталей, а также деталей шарико- и роликоподшипников на заводах изготовляют механизированные газовые и электрические барабанные муфельные печи. Газовые и электрические печи могут быть непрерывного или периодического действия. Принцип работы барабанных печей непрерывного действия заключается в том, что детали подлежащие термообработке, поступают в барабан со шнековым устройством для продвижения. На выгрузочной стороне барабана имеется отверстие, через которое нагретые детали высыпаются в специальный рукав, а оттуда в закалочный бак или приемную емкость. Газовые барабанные печи имеют индексы ТБЗН (с защитной атмосферой непрерывного действия) и ТБЗП — периодического действия. В печах периодического действия загрузка и выгрузка производятся одновременно. В этом случае барабану не требуется шне-ковых направляющих.
По окончании цикла термической обработки барабан при помощи соответствующих приспособлений наклоняется, и все детали высыпаются в бак или приемную емкость. Нагрев печей производится природным газом, а также мазутом. Печи оборудуются рекуператорами для подогрева воздуха. При использовании газа среднего давления с применением инжекционных горелок воздух не подогревают и рекуператоры не устанавливают. Продукты горения отводятся под зонт и далее в вытяжную систему. Кладка выполнена из шамотного легковесного и диатомитового кирпича или с теплоизоляционной засыпкой и заключена в сварной механический каркас с обшивкой из листовой стали. Печи уста-
навливают на фундамент. Муфель печи и шнековое устройство изготовляют из жаростойкой стали. Печи типа ТБЗН могут входить в состав закалочно-отпускных или цементационных агрегатов.
 Большее распространение получили барабанные электрические печи, которые имеют индекс СБЦ и СБЗ — с цементационной и с защитной атмосферами, СБО—для низкого отпуска. В закалочных печах СБЗ (рис. 52) используется защитная атмосфера. В печах СБЗ и СБО обрабатывают детали весом до 0,3 кг, время пребывания деталей в этих печах от 1 до 1,5 ч, производительность от 15 до 240 кг1ч. В печах для цементации СБЦ детали
Большее распространение получили барабанные электрические печи, которые имеют индекс СБЦ и СБЗ — с цементационной и с защитной атмосферами, СБО—для низкого отпуска. В закалочных печах СБЗ (рис. 52) используется защитная атмосфера. В печах СБЗ и СБО обрабатывают детали весом до 0,3 кг, время пребывания деталей в этих печах от 1 до 1,5 ч, производительность от 15 до 240 кг1ч. В печах для цементации СБЦ детали
Рис. 53. Механизированные соляные печи-ванны с вращающейся крестовиной и перебросом корзин в закалочный бак
весом до 0,3 кг находятся в печи от 5 до 12 ч. Производительность при одном барабане 5—8 кг!ч, при двух барабанах 10—25 кг/ч. При обработке деталей в этих печах во время транспортирования их по шнековому барабану они могут получать забоины.
§ 16. МЕХАНИЗИРОВАННЫЕ ПЕЧИ-ВАННЫ
ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ
Существует много конструкций механизированных печей-ванн. В такие печи детали загружают с помощью проволочных корзин / (рис. 53), которые поддерживаются в ванне с помощью вращающей-
ся крестовины 2. Полный оборот крестовина совершает в заранее установленный интервал времени. Как только корзина сделает полный оборот, ее поднимает перебрасывающий механизм 4 и быстро поворачивает на 180°, опрокидывая над закалочным баком 7. Таким образом, нагретые детали попадают в закалочный
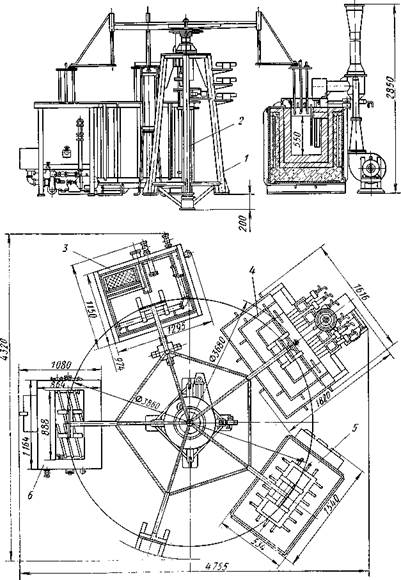
Рис. 54. Автоматизированные соляные печи-ванны с подъемно-поворотным краном
бак, в котором установлена сетка 6, поднимающаяся вручную поворотом рычага 5. В ванне имеется один привод для вращения крестовины 3 и другой — для перебрасывающего механизма 8; оба привода связаны между собой электрической цепью и работают синхронно. Функции рабочего заключаются в загрузке очередной корзины и в выгрузке деталей из закалочного бака.
В другой конструкции, представляющей собой полностью механизированный и автоматизированный агрегат с индексом СВСА-35 X 2,5/8,5 (рис. 54), используется карусельное приспособление 1. Камера сушки 6, печь-ванна 3, закалочный бак 4 и моечный бак 5 расположены по окружности. Подвески или корзины переносятся с помощью подъемно-поворотного крана. Подъем осуществляется специальным пневмоцилиндром 2 с воздухораспределителем, управляемым через реле времени. Это обеспечивает выдержку закаленных деталей над масляным баком для стекания масла. Такие агрегаты изготовляются Наманганским трансформаторным заводом. Габаритные размеры 4320 х 4755 X Х3050 мм, производительность 80 кг/ч. Это оборудование служит для термической обработки пружин, дисков и других деталей.
ГЛАВА IV
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1985; Нарушение авторских прав?; Мы поможем в написании вашей работы!