КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
К расчету режимов резания при точении 1 страница
|
|
|
|
К расчету режимов резания при сверлении
Аналогично выполняются расчеты режимов резания при сверлении (рис. 8.12–8.18, табл. 8.2, П.1.2–1.4)


Рис. 8.12. Выбор вида операции и типа сверла
| 
|
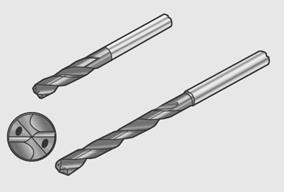
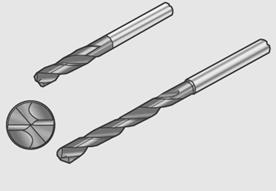
| Рис. 8.13. Сверло с внутренним охлаждением | Рис. 8.14. Сверло с внешним охлаждением |
| 
|
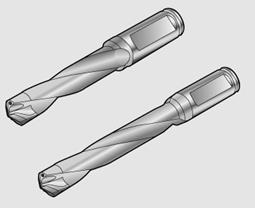
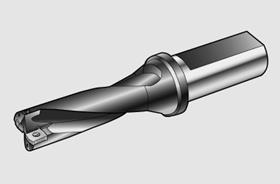
| Рис. 8.15. Сверло с напайкой | Рис. 8.16. Сверло со сменными пластинами |
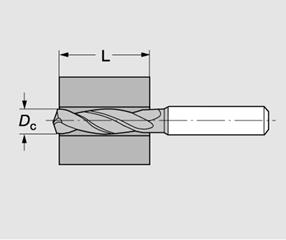
Рис. 8.17. Диаметр сверления D С (D) и глубина отверстия
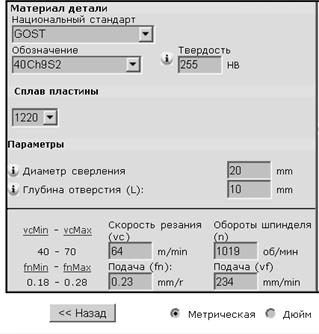
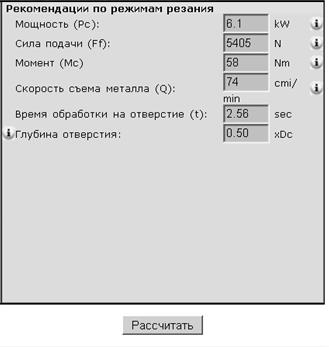
Рис. 8.18. Расчетные параметры сверления
Таблица 8.2
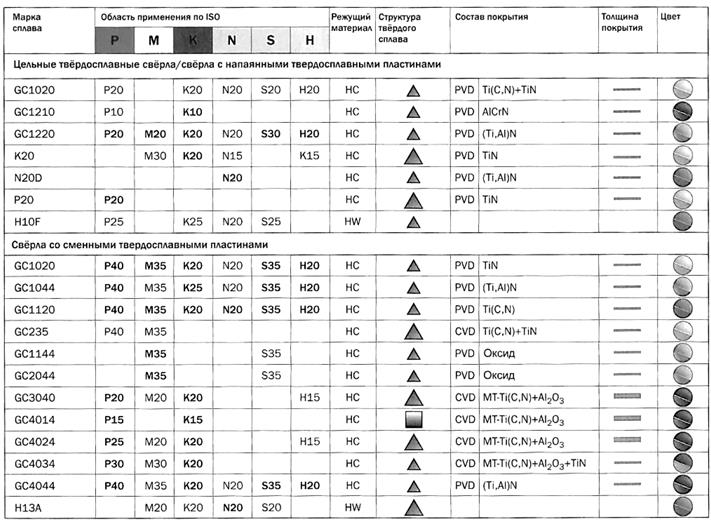
Инструментальные материалы для сверления

Аналогично выполняются расчеты режимов резания при точении (рис. 8.19–8.24, табл. 8.3, П.1.2–1.4, П.3.1–3.7).

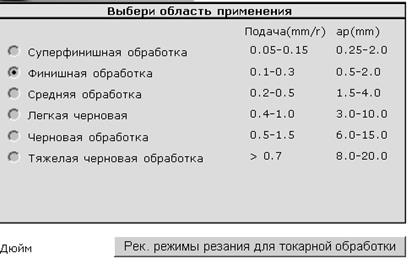
Рис. 8.19. Выбор вида операции и типа резца
Обозначение геометрических параметров режущей части инструмента, подача и глубина резания представлены на рис. 8.21–8.24.
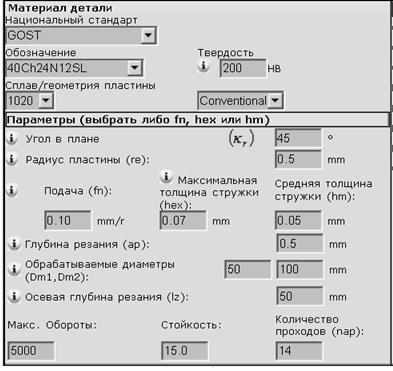
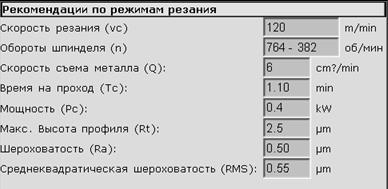

Рис. 8.20. Расчетные параметры резания
| 
|
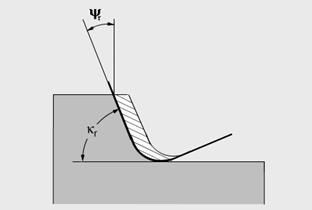
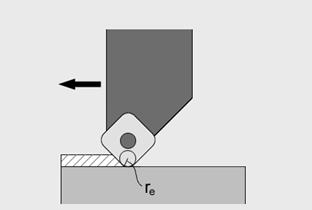
| Рис. 8.21. Угол в плане к r (j) | Рис. 8.22. Радиус при вершинеrе (r) |
| 
|
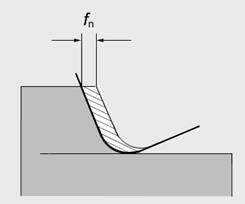
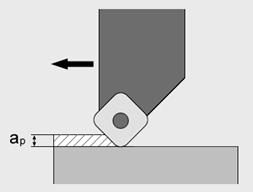
| Рис.8.23. Подача f n (S) | Рис. 8.24. Глубина резанияаp (t) |



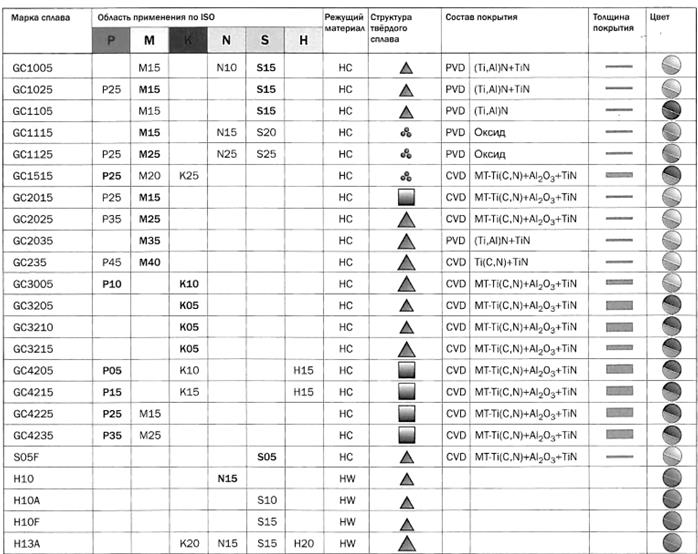
Рис. 8.25. Обозначения области применения и характеристики твердых сплавов
Таблица 8.3
Инструментальные материалы для точения

 Продолжение табл. 8.3
Продолжение табл. 8.3

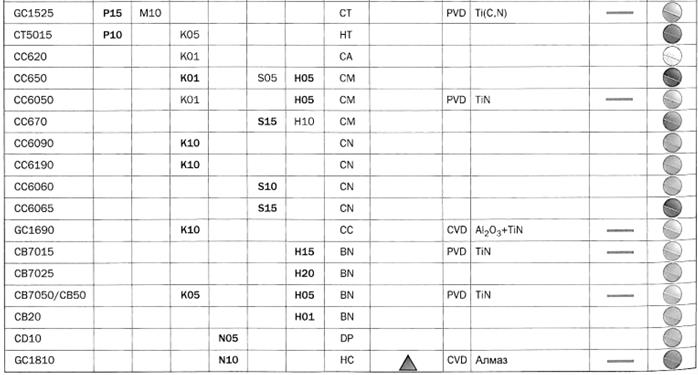
Таблица 8.4
Инструментальные материалы для отрезки, обработки канавок и нарезания резьбы
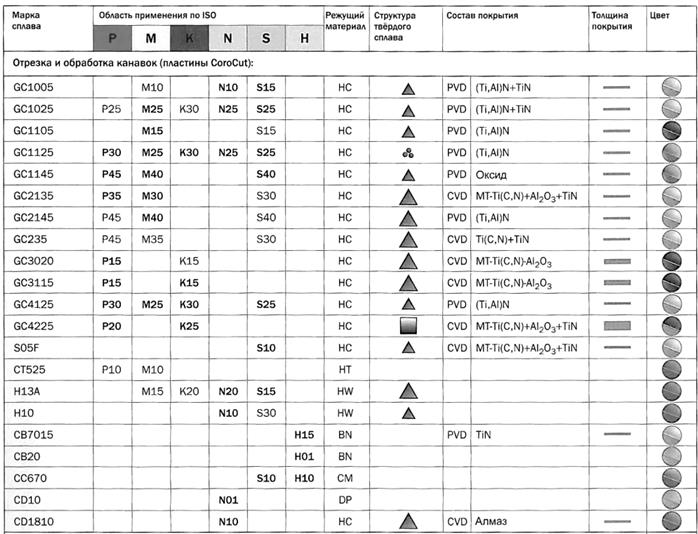
Продолжение табл. 8.4


В табл. 8.1–8.4 дан обзор ассортимента сплавов Sandvik Coromant. В них представлена информация об областях применения и свойствах инструментальных материалов, упрощающая выбор необходимого сплава.
Буквенное обозначение инструментальных материалов:
Твёрдые сплавы:
HW – твёрдые сплавы без покрытия, содержащие в основном карбиды вольфрама (WC). НТ Безвольфрамовые твёрдые сплавы без покрытия (керметы), содержащие в основном карбиды (TIC) или нитриды (TIN) титана или и те, и другие вместе.
НС – вышеперечисленные твёрдые сплавы, но с покрытием.
Керамика:
СА – оксидная керамика, содержащая главным образом оксид алюминия (А120з).
СМ – смешанная керамика, содержащая главным образом оксид алюминия (А1203), а также и другие компоненты.
CN – нитридная керамика, содержащая главным образом нитрид кремния (Si3N4).
СС – вышеперечисленные керамические материалы, но с покрытием.
Алмаз:
DP – поликристаллический алмаз.
Нитрид бора: BN – кубический нитрид бора. Поликристаллический алмаз и кубический нитрид бора называют также сверхтвёрдыми режущими материалами.
Таблица 8.5
Параметры твердости обрабатываемого материала
| Brinell | Tensile Strength | Vickers | Rockwell | Shore |
| HB | N/mmІ | HV | HRC | C |
| 1 | 2 | 3 | 4 | 5 |
| - | ||||
| - | ||||
| 19,2 | ||||
| 21,2 | ||||
Продолжение табл. 8.5
| 1 | 2 | 3 | 4 | 5 |
| 24,7 | ||||
| 26,1 | ||||
| 27,6 | ||||
| 30,3 | ||||
| 31,5 | ||||
| 32,9 | ||||
| 33,8 | ||||
| 34,9 | ||||
| 38,9 | ||||
| 39,8 | ||||
| 40,7 | ||||
| 41,5 | ||||
| 42,3 | ||||
| 43,2 | ||||
| 44,8 | ||||
| 45,5 | ||||
| 46,3 | ||||
| 47,7 | ||||
| 48,3 | ||||
| 49,6 | ||||
| 50,3 | ||||
| 50,9 | ||||
| 51,5 | ||||
| 52,1 | ||||
| 52,7 | ||||
| 53,3 | ||||
| 53,8 | ||||
| 54,4 | ||||
| 54,9 | ||||
| 55,4 | ||||
| 55,9 | ||||
| 56,4 | ||||
| 56,9 |
Продолжение табл. 8.5
| 1 | 2 | 3 | 4 | 5 |
| 57,4 | ||||
| 57,9 | ||||
| 58,7 | ||||
| 58,9 | ||||
| 59,3 | ||||
| 59,8 | ||||
| 60,2 | ||||
| 60,7 | ||||
| 61,1 | ||||
| 61,5 | ||||
| 61,9 | ||||
| 62,3 | ||||
| 62,7 | ||||
| 63,1 | ||||
| 63,5 | ||||
| 63,9 | ||||
| 64,3 | ||||
| 64,6 | ||||
Список литературы
1. Баранчиков, В. И. Обработка специальных материалов в машиностроении: Справочник / В. И. Баранчиков. – М.: Машиностроение, 2002. – 264с.
2. Кишуров, В.М. Резание материалов. Режущий инструмент: учеб. пособие / В. М. Кишуров, Н. К. Криони, В. В. Постнов, П. П. Черников. – 3-е изд.; перераб. и доп. – М.: Машиностроение, 2009, – 492 с.
3. Кишуров, В.М. Курсовое проектирование по режущему инструменту: учеб. пособие / В. М. Кишуров, П. П. Черников, В. Н. Ипполитов, М. В. Кишуров. – М.: Машиностроение, 2009. – Уфа, 2006. – 288 с.
4. Общемашиностроительные нормативы режимов резания: Справочник. В 2-х т./ А. Д. Локтев – М.: Машиностроение, 1991. – 487 с.
5. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. 2-е изд. – М.: Машиностроение, 1974. – 406 с.
6. Прогрессивные режущие инструменты и режимы резания металлов: Справочник / В. И. Баранчиков – М.: Машиностроение, 1990. – 395 с.
7. Режимы резания труднообрабатываемых материалов: Справочник / Я. Л. Гуревич, М. В. Горохов– 2-е изд., перереб. и доп. – М.: Машиностроение, 1986. – 240 с.
8. Режимы резания металлов: Справочник / Ю. В. Барановский. Изд. 3-е – М.: Машиностроение, 1972. – 407 с.
9. Справочник технолога-машиностроителя. Т. 2 / А. М. Дальский, А. Г. Суслова, А. Г Косилова, Р. К. Мещеряков. – 5-е изд., перераб. и доп. – М.: Машиностроение-1, 2001. – 944 с.
10. Справочник металлиста. Т.3 / А. Н. Малова. – М.: Машиностроение, 1977. – 748 с.
11. Справочник металлиста. Т.4 / М. П. Новиков, П. Н. Орлов. – М.: Машиностроение, 1977. – 707 с.
12. Справочник металлиста. Т.5 / Б.Л. Богуславский – М.: Машиностроение, 1978. –673 с.
13. Справочник инструментальщика / И. А. Орденарцев, Г. В. Филлипов– Л.: Машиностроение, 1987. –846 с.
Приложение 1
Таблица П.1.1
К выбору марок быстрорежущей стали для различных режущих
инструментов
| Марка стали | Прочность, износостойкость | Шлифуемость | Изготавливаемый инструмент, область применения |
| Р6М5 | Повышенная прочность и склонность к обезуглероживанию и выгоранию молибдена | Удовлетворительная | Режущий инструмент всех видов, в том числе для обработки обычных конструкционных материалов в условиях динамических нагрузок. Предпочтительные для инструментов, работающих с ударными нагрузками: резцы, сверла, зенкеры протяжки и др. |
| Р12Ф3 Р6М5Ф3 | Повышенная износостойкость при низких и средних скоростях резания | Низкая; рекомендуется применение эльборовых шлифовальных кругов | Для снятия стружки небольшого сечения; для обработки материалов, обладающих абразивными свойствами: фасонные резцы, сверла, протяжки и др. |
| Р18К5Ф2, Р9М4К8, Р6М5К5 | Повышенные твердость и износостойкость | Пониженная, рекомендуется применение эльборовых шлифовальных кругов | Для обработки высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов: фрезы, зуборезный инструмент, разверт-ки, зенкеры |
| Р10К5Ф5, Р12МЗФ2К8, Р6М5Ф2К8 | Повышенная твердость, высокая износостойкость | Низкая; реко- мендуется применение эльборовых шлифовальных кругов | Простой формы с малым объемом шлифовальных поверхностей (резцы, сверла, зенкеры и др.). Для обработки высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов, материалов, обладающих абразивными, свойствами: резцы, сверла, фрезы, зенкеры, развертки |
| Р9К5 | Повышенная твер- дость | Пониженная | Для обработки сталей и сплавов повышенной твердости и вязкости; пригодна для работы с ударом: резцы, сверла, зенкеры протяжки и др |
| Р9К10 | Повышенная твердость | С малым объемом шлифовальных поверхностей, для обработки коррозионно-стойких, жаропрочных, а также повышенной твердости и вязкости сталей и сплавов: фрезы, сверла, резцы, и др. |
Таблица П.1.2
Примерное соответствие марок отечественных быстрорежущих сталей
зарубежным аналогам [13]
| Обозначение мирки стали по ГОСТу или стандарту | Область применения | ||||
| ГОСТ 19265-73 | DIN (ФРГ) | AISI (США) | AFNOR (Франция) | ISO | |
| Р18 | S18-0-2 | Т1 | Z80W18 | 1.3353 | Для всех видов режущего инструмента при обработке углеродистых, легированных, конструкционных сталей |
| P12 | - | T7 | - | 1.3302 | То же, что и для стали Р18 |
| P9 | - | - | - | - | Для инструмента простой формы, для обработки конструкционных материалов |
| Р6М5 | S6-5-2 | М2 | Z85WDV 06-05-02 | 1.3343 | То же, что и для стали Р18 |
| ИР3АМ3Ф2 | - | - | - | - | Для инструмента простой формы и обработке углеродистых и малолегированных сталей с прочностью не более 800 МПа |
| Р6М5Ф3 | S6-5-3 | М3 | Z130WDV 06-05-04 | - | Для чистовых и получистовых инструментов при обработке легированных конструкционных сталей |
| Р12Ф3 | S12-1-4 | - | - | 1.3318 | Для инструментов при обработке материалов, обладающих абразивными свойствами |
| Р18К5Ф2 | - | Т4 | Z85WК18-05 | - | Для черновых и получистовых инструментов при обработке высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов |
| Р9К5 | - | - | - | - | Для различных инструментов при обработке коррозионно-стойких сталей и жаропрочных сплавов, а также сталей повышенной твердости |
| Р6М5К5 | S6-5-2-5 | М35 | Z80WDКV (06-05-05-02) | 1.3243 | Для черновых и получистовых инструментов при обработке улучшенных легированных, а также коррозионно-стойких сталей |
| Р9М4К8 | - | - | - | - | Для различных инструментов при обработке высокопрочных, жаропрочных и коррозионно-стойких сталей и сплавов |
Таблица П.1.3
К выбору марок твердого сплава при различных условиях
обработки резанием
| Область применения | Марки твердых сплавов | |||||||
| Основная группа | Подгруппа | Виды и характер обработки | Обозначения | Свойства | Покрытие | Область применения | ||
| По ГОСТ 9391-80 | Фирменные Фирма | σизг, Н/мм2 | HV (HRA) | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Р | Р01 | Чистовая обработка незакаленных и закаленных углеродистых сталей с малыми сечениями среза (точение, развертывание, нарезание резьбы) | Т30К4 | Т30К4 МКТС, КЗТС | (92,0) | Резцы | ||
| Финишная и чистовая обработка стали | GC4015 Sandvik | Al2O3+TiN | ||||||
| Р10 | Чистовое и получистовое точение, фрезерование, растачивание, развертывание и т.п. углеродистых и легированных сталей | Т15К6 | Т15К6 МКТС, КЗТС | 1350 (90,0) | Резцы, фрезы | |||
| Универсальный сплав для чистовой и получистовой обработки сталей | GC4025 Sandvik | Ti (С, N) +Al2O3 +TiN | Резцы | |||||
| Высокая износостойкость при обработке длинностружечных материалов на высоких скоростях | ТТ35К10 | ТТ35К1 МКТС DP100 Guhring | Резцы | |||||
| Р20 | Черновое и получистовое точение, фрезерование, рассверливание литых и кованых заготовок из углеродистых и легированных сталей | Т14К8 | Т14К8 МКТС, КЗТС | 1325 (89,5) | Резцы, фрезы, сверла | |||
| Универсальный сплав для фрезерования; высокая прочность | ТТ18К10 | ТТ18К10 МКТС DP250 Guhring | ||||||
| Универсальный сплав для чистовой и получистовой обработки стали | GC4025 Sandvik | Ti (С, N) +Al2O3 +TiN |
Продолжение табл. П.1.3
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Р | P25 | Фрезерование стального литья, ковкого чугуна | ТТ20К9 | ТТ20К9 МКТС | (89,0) | Фрезы, резцы | ||
| Универсальный сплав для фрезерования; высокая прочность | ТТ18К10 | ТТ18К10 (МКТС DP250 Guhring | ||||||
| Точение углеродистых и легированных сталей получистовое | ТТS Widia | |||||||
| Фрезерование углеродистых и легированных сталей получистовое | ТТМ Widia | |||||||
| Р30 | Черновое точение и фрезерование, отрезка поковок, штамповок, отливок по корке и окалине углеродистых и легированных сталей | Т5К10 | Т5К10 МКТС | (88,5) | Резцы, фрезы, развертки | |||
| Универсальный сплав для чистовой и получистовой обработки стали | GC4025 Sandvik | Ti (С, N) +Al2O3 +TiN | ||||||
| Р40 | Тяжелое черновое точение стальных поковок, штамповок, отливок по корке с раковинами, шлаком. Все виды строгания углеродистых и легированных сталей | Т5К12 ТТ7К12 | Т5К12 ТТ7К12 МКТС | 1100 (87,0) | Резцы | |||
| Черновое точение, прерывистое резание, фрезерование по окалине и корке | Т5К10 | Т5К10 МКТС | (88,5) | |||||
| Точение и фрезерование аустенитных сталей. Высокая стойкость и вязкость | ТТ12К11 | ТТ12К11 МКТС DP450 Guhring | Резцы, фрезы | |||||
| Чистовая и получистовая обработка жаропрочных и коррозионно-стойких сталей | GC4035 Sandvik | Ti (С, N) +Al2O3 | ||||||
| Р50 | Тяжелое черновое точение, фрезерование, строгание отливок, штамповок, поковок из углеродистых и легированных сталей | ТТ7К12 | ТТ7К12 МКТС, КЗТС | 1100 (87,0) | Резцы, фрезы |
Продолжение табл. П.1.3
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| М | М05 | Чистовая и получистовая обработка твердых легированных и отбеленных чугунов, закаленных, жаропрочных сталей и сплавов на основе титана и вольфрама | ВК6-ОМ | ВК6-ОМ МКТС, КЗТС | (90,5) | Резцы, сверла, развертки | ||
| М10 | Получистовая обработка жаропрочных, аустенитных сталей, закаленных чугунов, бронз | ВК6М | ВК6М МКТС, КЗТС | (90,0) | Резцы, фрезы, развертки | |||
| Основная марка для обработки коррозионно-стойких сталей | GC2025 Sandvik | Ti (С, N) +Al2O3 +TiN | ||||||
| М20 | Получистовая обработка жаропрочных, коррозионно-стойких и закаленных сталей. Основная марка для обработки твердых и закаленных чугунов, твердой бронзы | ВК6М | ВК6М МКТС | (90,0) | Резцы | |||
| Основная марка для обработки коррозионно-стойких сталей | GC2025 Sandvik | Ti (С, N) +Al2O3 | ||||||
| Точение и фрезерование аустенитных сталей | АТ15 Widia | |||||||
| Получистовое и черновое точение, резьбонарезание и фрезерование заготовок из коррозионно-стойких сталей жаропрочных и титановых сплавов. Высокие скорости резания | МС221 | МС221 КЗТС | Резцы, фрезы | |||||
| М30 | Черновое точение, строгание, фрезерование, а также сверление, зенкерование серого чугуна, жаропрочных, коррозионно-стойких сталей | ВК8 | ВК8 МКТС | (87,5) | Резцы, фрезы, сверла, зенкеры |
Продолжение табл. П.1.3
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Фрезерование, сверление, зенкерование. развертывание, зубофрезерование стали, чугуна; монолитный мелкоразмерный инструмент | ВК10М | ВК10М МКТС | (88,0) | Фрезы, сверла, зенкеры, развертки | ||||
| Чистовая и получистовая обработка коррозионно-стойких сталей на средних скоростях | GC2025 Sandvik | |||||||
| М40 | Черновая и получистовая обработка твердых, легированных чугунов, сталей и сплавов на основе титана, молибдена, вольфрама; монолитный мелкоразмерный инструмент | ВК10-ОМ | ВК10-ОМ МКТС | (88,5) | Резцы | |||
| Тяжелое черновое точение, строгание, фрезерование стальных поковок, отливок, штамповок по корке с раковинами, шлаком, углеродистых и легированных сталей | ТТ7К12 | ТТ7К12 МКТС | (87,0) | Резцы, фрезы | ||||
| Черновая обработка коррозионно-стойких сталей | GC2025 Sandvik | Ti (С, N) +Al2O3 +TiN | ||||||
| К | К01 | Чистовое точение, нарезание резьб, развертывание серого чугуна, цветных металлов | ВК3 | ВК3 (МКТС) | (89,5) | Резцы, развертки, метчики | ||
| Чистовое точение, растачивание, нарезание резьбы, развертывание твердых, легированных чугунов, закаленных сталей | ВК3М | ВК3М (МКТС) | (91,0) | Резцы, развертки, метчики | ||||
| Окончательная обработка чугунов | GC3005 Sandvik | Ti (С, N) +Al2O3 +TiN |
|
|
|
|
|
Дата добавления: 2015-06-29; Просмотров: 2497; Нарушение авторских прав?; Мы поможем в написании вашей работы!