КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типы заточки спиральных сверл 1 страница
| Тип заточки | Схема заточки | Форма задней поверхности | Назначение сверла | Оборудование для заточки |
| I | 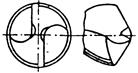
| Коническая с подточкой поперечной режущей кромки | Для отверстий, требующих высокой точности | Заточные станки с приспособлениями для конической заточки сверл |
| II | 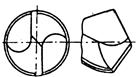
| Двухплоскостная | Для отверстий диаметром до 5 мм, требующих точного расположения осей и их прямолинейности | Универсально-заточные станки |
| III | 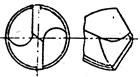
| Двухплоскостная с улучшенным стружкоотводом | То же, для отверстий диаметром свыше 5 мм | То же |
| IV | 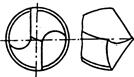
| Винтовая с выпуклой заостренной поперечной режущей кромкой | Для отверстий, требующих точного расположения осей и их прямолинейности | Полуавтомат 3Б653 |
Таблица П.4.6
Подачи, мм/об, при сверлении стали, чугуна, медных и алюминиевых сплавов сверлами из быстрорежущей стали
| Диаметр сверла D, мм | Стать | Серый и ковкий чугун, медные и алюмин. сплавы | ||||
| НВ< 160 | 160–240 НВ | 240–300 НВ | НВ> 300 | НВ< 170 | НВ> 170 | |
| 2–4 4–6 6–8 8–10 10–12 12–16 16–20 20–25 25–30 | 0,09–0,13 0,13–0,19 0,19–0,26 0,26–0,32 0,32–0,36 0.36-0,43 0,43–0,49 0,49–0,58 0,58–0,62 | 0,08–0,10 0,10–0,15 0,15–0,20 0,20–0,25 0,25–0,28 0,28–0,33 0,33–0,38 0,38–0,43 0,43–0,48 | 0,06–0,07 0,07–0,11 0,11–0,14 0,14–0,17 0,17–0,20 0,20–0,23 0,23–0,27 0,27–0.32 0,32–0,35 | 0,04–0,06 0,06–0,09 0,09–0,12 0,12–0,15 0,15-0,17 0,17–0,20 0,20–0,23 0,23–0,26 0,26–0,29 | 0,12–0,18 0,18–0,27 0,27–0,36 0,36–0,45 0,45–0,55 0,55–0,66 0,66–0,76 0,76–0,89 0,89–0,96 | 0,09–0,12 0,12–0,18 0,18–0,24 0,24–0,31 0,31–0,35 0,35–0,41 0,41–0,47 0,47–0,54 0,54–0,60 |
Таблица П.4.7
Значения коэффициента CV и показателей степени в формуле скорости
резания при сверлении
| Обрабатываемый материал | Материал режущей части инструмента | Подача s, мм/об | Коэффициент и показатели степени | Охлаждение | |||
| CV | q | у | т | ||||
| 1 | 2 | 4 | 5 | 6 | 7 | 8 | |
| Сталь конструкционная углеродистая σв=750МПа | Р6М5 |  0,2 >0,2 0,2 >0,2
| 7,0 9,8 | 0,40 | 0,70 0,50 | 0,20 | Есть |
| Сталь жаропрочная I2X18H9T, 141 НВ | _ | 3,5 | 0,50 | 0,45 | 0,12 | ||
| Чугун серый, 190 НВ | 0,3 >0,3
| 14,7 17,1 | 0,25 | 0,55 0,40 | 0,125 | Нет | |
| ВК8 | - | 34,2 | 0,45 | 0,30 | 0,20 | ||
| Чугун ковкий, 150 НВ | Р6М5 | 0,3 >0,3
| 21,8 25,3 | 0,25 | 0,55 0,40 | 0,125 | Есть |
| ВК8 | - | 40,4 | 0.45 | 0,3 | 0,20 | Нет | |
| Медные гетерогенные сплавы средней твердости, 100–140 НВ | Р6М5 | 0,3 >0,3
| 28,1 32,6 | 0,25 | 0,55 0,40 | 0,125 | Есть |
| Силумин и литейные алюминиевые сплавы, σв = 100–200 МПа, НВ < 65; дюралюминий, НВ < 100 | 0,3 >0,3
| 36,3 40,7 | 0,25 | 0,55 0,40 | 0,125 |
Примечание. Для сверл из быстрорежущей стали рассчитанные по приведенным данным скорости резания действительны при двойной заточке и подточенной перемычке, При одинарной заточке сверл из быстрорежущей стали рассчитанную скорость резания следует уменьшать, умножая ее на коэффициент К з V = 0,75
Таблица П.4.8
Значения коэффициента CV и показателей степени в формуле скорости
резания при рассверливании
| Обрабатываемый материал | Вид обработки | Материал режущей части инструмента | Подача s, мм/об | Коэффициент и показатели степени | Охлаждение | |||
| CV | q | у | т | |||||
| Конструкционная углеродистая сталь, σв=750 МПа | Рассверливание | Р6М5 ВК8 | 16,2 10,8 | 0,4 0,6 | 0,2 | 0,5 0,3 | 0,2 0,25 | Есть |
| Серый чугун, 190 НВ | Рассверливание | Р6М5 ВК8 | 23,4 56,9 | 0,25 0,5 | 0,1 0,15 | 0,4 0,45 | 0,125 0,4 | Нет |
Таблица П.4.9
Средние значения периода стойкости сверл
| Инструмент (операция) | Обрабатываемый материал | Материал реж. части инструм. | Стойкость Т мин, при диаметре инструмента, мм | |||||||
| До 5 | 6–10 | 11–20 | 21–30 | 31–40 | 41–50 | 51–60 | 61–80 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Сверло (сверление и рассверливание) | Конструкционная углеродистая и легированная сталь | Быстрорежущая сталь | - | |||||||
| Твердый сплав | - | - | ||||||||
| Коррозиионно-стойкая сталь | Быстрорежущая сталь | - | - | - | - | |||||
| Сверло (сверление | Серый и ковкий чугун, медные и алюминиевые сплавы | Быстрорежущая сталь | ||||||||
| и рассверливание) | Твердый сплав | - |
Таблица П.4.10
Поправочный коэффициент KlV на скорость резания при сверлении,
учитывающий глубину обрабатываемого отверстия
| Параметр | Сверление | Рассверливание, зенкерование, развертывание | ||||
| Глубина обрабатываемого отверстия | 3 D | 4 D | 5 D | 6 D | 8 D | - |
| Коэффициент KlV | 1,0 | 0,85 | 0,75 | 0,7 | 0,6 | 1,0 |
Таблица П.4.11
Значения коэффициентов и показателей степени в формулах крутящего момента и осевой силы при сверлении
| Обрабатываемый материал | Наименование операции | Материал режущей части инструмента | Коэффициент и показатели степени в формулах | |||||||||
| крутящего момента | осевой силы | |||||||||||
| СМ | q | x | у | СР | q | x | у | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
| Конструкционная углеродистая сталь, σв=750 МПа | Сверление | Быстрорежущая сталь | 0,0345 | 2,0 | - | 0,8 | 1,0 | - | 0,7 | |||
| Рассверливание | 0,09 | 1,0 | 0,9 | 0,8 | - | 1,2 | 0,65 | |||||
| Жаропрочная сталь 12Х18Н9Т, 141 НВ | Сверление | 0,041 | 2,0 | - | 0,7 | 1,0 | - | 0,7 | ||||
| Рассверливание | 0,106 | 1,0 | 0,9 | 0,8 | - | 1,2 | 0,65 | |||||
| Серый чугун, 190 НВ | Сверление | Твердый сплав | 0,012 | 2,2 | - | 0,8 | 1,2 | - | 0,75 | |||
| Рассверливание | 0,196 | 0,85 | 0,8 | 0,7 | - | 1,0 | 0,4 | |||||
| Сверление | Быстрорежущая сталь | 0,021 | 2,0 | - | 0,8 | 42,7 | 1,0 | - | 0,8 | |||
| Рассверливание | 0,085 | - | 0,75 | 0,8 | 23,5 | - | 1,2 | 0,4 | ||||
| Ковкий чугун, 150 НВ | Сверление | Быстрорежущая сталь | 0,021 | 2,0 | - | 0,8 | 43,3 | 1,0 | - | 0,8 | ||
| Рассверливание | Твердый сплав | 0,01 | 2,2 | - | 0,8 | 32,8 | 1,2 | - | 0,75 | |||
| 0,17 | 0,85 | 0,8 | 0,7 | - | 1,0 | 0,4 | ||||||
| Гетерогенные медные сплавы средней твердости, 120 НВ | Сверление | Быстрорежущая сталь | 0,012 | 2,0 | - | 0,8 | 31,5 | 1,0 | - | 0,8 | ||
| Рассверливание | 0,031 | 0,85 | - | 0,8 | 17,2 | - | 1,0 | 0,4 | ||||
| Силумин и дюралюминий | Сверление | 0,005 | 2,0 | - | 0,8 | 9,8 | 1,0 | - | 0,7 | |||
Приложение 5
Таблица П.5.1
Цилиндрические фрезы из быстрорежущей стали
(по ГОСТ 3752-71). Размеры, мм
| Фреза | D | d | d 1 | L | l | h | r | f | Чис- ло зубь- ев |
| не менее | |||||||||
| 4,5 | 2,0 | 0,6 | ||||||
| 5,0 | 2,5 | ||||||||
| 5,5 | 0,8 | ||||||||
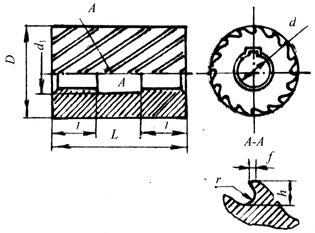
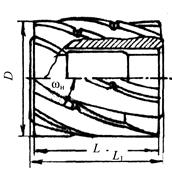
Таблица П.5.2
Цилиндрические фрезы, оснащенные пластинами из твердого сплава
(по ГОСТ 8721-69). Размеры, мм
| Фреза | D | L | L 1 | d | b | t 1 | Чис- ло зубь- ев | Угол наклона зубьев ωн |
| 29,4 | |||||||
| 34,8 | ||||||||
| 43,5 | ||||||||
| 53,2 | ||||||||
Таблица П.5.3
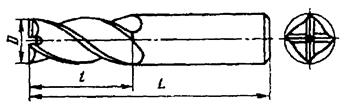
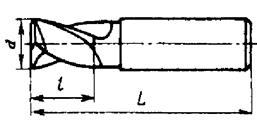
Концевые фрезы с цилиндрическим хвостовиком
(по ГОСТ 17025-71). Размеры, мм
| Фреза | d | L | l | Число зубьев фрез типа | |

| 2,0 | ||||
| 2,5 | |||||
| 3,0 | |||||
| 3,5 | |||||
| 4,0 | |||||
| 5,0 | |||||
| 6,0 | |||||
| 7,0 | |||||
| 8,0 | |||||
| 9,0 | |||||
| 10,0 | |||||
| 11,0 | |||||
| 12,0 | |||||
| 14,0 | |||||
| 16.0 | |||||
| 18,0 | |||||
| 20,0 |
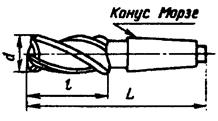
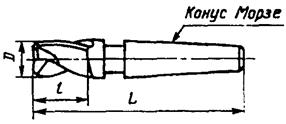
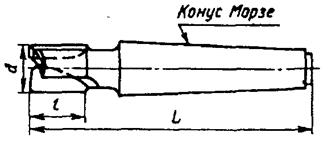
Таблица П.5.4
Концевые фрезы с коническим хвостовиком
(по ГОСТ 17026-71) Размеры, мм
| Фреза | d | L | l | Число зубьев фрез типа | Конус Морзе | |
| ||||||
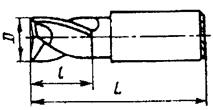
Таблица П.5.5
Концевые твердосплавные фрезы (по ГОСТ 18372-73). Размеры, мм
| Фреза | D | l | L | z |
| 3,0; 3,5 4,0; 4,5 5,0; 5,5 6,0; 6,5; 7 0; 7,5 | 8 10 12 16 | 28 32 36 40 | |
| 8,0; 8,5; 9,0; 9,5 | ||||
| 10,0; 10,5; 11,0; 11,5 | ||||
| 12,0 |
Примечание. Фрезы диаметром 3,0–5,5 мм изготовляют с числом зубьев 3 и 4;
фрезы диаметром 6,0–12,0 – с числом зубьев 3–5.
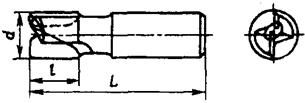
Таблица П.5.7
Шпоночные цельные твердосплавные фрезы (по ГОСТ 16463-80)
| Фреза | D (е 8) | L | l |
| |||
Примечание. Фрезы предназначены для обработки шпоночных пазов,
как в материалах общего назначения, так и в труднообрабатываемых материалах
Таблица П.5.8
Шпоночные фрезы (по ГОСТ 9140-78). Размеры, мм
| Фреза | D | L | l | Конус Морзе | z |
Тип 2–с коническим хвостовиком
| |||||
| 12; 14 | 86; 101 | 1; 2 | |||
| 16; 18 | 101; 104 | ||||
| 20; 22 | 107; 124 | 2; 3 | |||
| 25; 28 | |||||
| 32; 36 | 134; 157 | 3; 4 |
Продолжение табл. П.5.8
| Фреза | D (е 8) | L | l | z |
Тип 1 – с цилиндрическим
хвостовиком
| ||||
Примечание. Фрезы предназначены для фрезерования шпоночных пазов на шпоночно-фрезерных станках с маятниковой подачей.
Угол наклона винтовых стружечных канавок ω=20°
Таблица П.5.9
Шпоночные фрезы, оснащенные твердосплавными пластинами
(ГОСТ 6396-78). Размеры, мм
| Фреза | d | L | l | z |
Тип 1 – с цилиндрическим
хвостовиком
| ||||
Продолжение табл. П.5.9
| Фреза | d | L | l | Конус Морзе | |
Тип 2–с коническим хвостовиком
| |||||
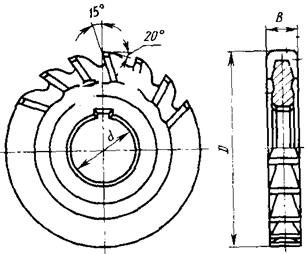
Таблица П.5.10
Дисковые трехсторонние (по ГОСТ 28527-90). Размеры, мм
| Фреза | D (js 16) | В *(К 11) | d (Н 7) | Число зубьев |
| 4–10 | |||
| 4–16 | ||||
| 5–20 | ||||
| 6–25 | ||||
| 8–28 |
Примечание. * В указанных пределах брать из ряда: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28 мм
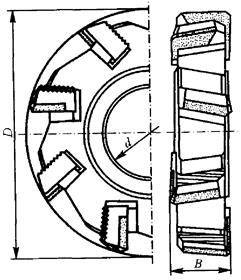
Таблица П.5.11
Дисковые трехсторонние фрезы со вставными ножами,
оснащенными твердым сплавом (по ГОСТ 5348-69). Размеры, мм
| Фреза | D | В | d (Н 7) | Число зубьев |
| ||||
| 14; 18; 22 | ||||
| 12; 16; 20; 25 | ||||
| 14: 18; 22; 28 | ||||
| 12; 16; 20; 25; 32 | ||||
| 14; 22; 28; 36 | ||||
| 16; 20; 32; 40 |
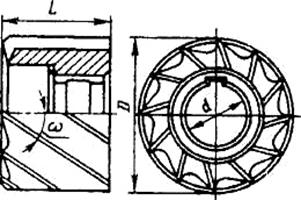
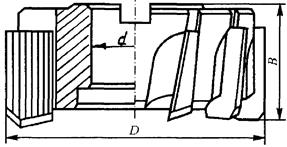
Таблица П.5.12
Торцовые насадные фрезы из быстрорежущей стали
(по ГОСТ 9304-69). Размеры, мм
| Фреза | D | L | d (Н 7) | Число зубьев фрез типа |
| ||||
| - | ||||
| - | ||||
Примечание. Фрезы изготовляют двух типов: тип1 – фрезы торцовые насадные с мелким зубом: - фрезы диаметром 40–50 мм с креплением на продольной шпонке;
- фрезы диаметром 63–100 мм с креплением на торцовой шпонке:
тип2 – фрезы торцовые насадные с крупным зубом. Фрезы с крупным зубом могут быть изготовлены с неравномерным окружным шагом зубьев. Угол склона стружечных канавок 25–30° для фрез типа 1; 35–40° для фрез типа 2
Таблица П.5.13
Фрезы дисковые двусторонние со вставными ножами,
оснащенными твердым сплавом (по ГОСТ 6469-69). Размеры, мм
| D | В | d | Число зубьев |
Таблица П.5.14
Торцовые насадные фрезы со вставными ножами
из быстрорежущей стали (по ОСТ 2И61-10-88). Размеры, мм
| Фреза | D | В (h 16) | d | Число зубьев |
| ||||
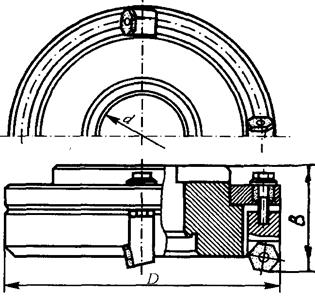
Таблица П.5.15
Торцовые фрезы с механическим креплением многогранных
твердосплавных пластин. Размеры, мм
| Фреза | D | В | d (Н 7) | Число зубьев | Конус Морзе |
| Концевые по ГОСТ 22087-76 | |||||
| - | |||||
| Насадные по ГОСТ 26595-85 | |||||
| - | - | |||
Примечание. Фрезы предназначены для обработки сталей и других материалов с припуском 9 мм. Главный угол в плане φ = 67° и вспомогательный φ1= 5°
|
|
Дата добавления: 2015-06-29; Просмотров: 582; Нарушение авторских прав?; Мы поможем в написании вашей работы!