КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выполнение прямоугольной изометрической проекции 2 страница
|
|
|
|
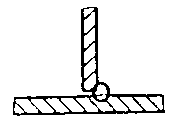
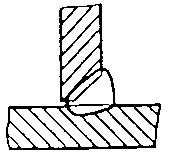
| К |
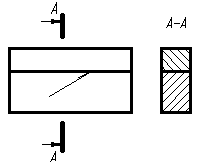
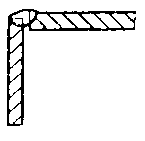
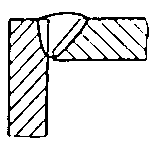
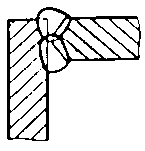
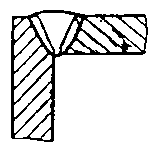
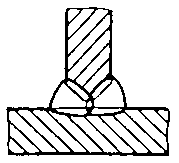
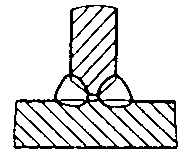
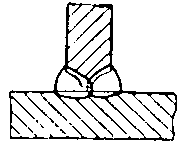
Рис.2. Определение катета сварного шва
Шов может быть сплошной (рис.3а) и прерывистый (рис.3б, в). Прерывистыми выполняют швы большой длины. Прерывистые швы определяются длиной провариваемых участков t с шагом Т (рис.3б). Прерывистый шов может быть односторонний и двусторонний. Двусторонний прерывистый шов выполняется с цепным (рис.3б) или шахматным(рис.3в) расположением участков шва.
| А - А |
| А |
| А |
| А - А |
| А |
| А |
| А - А |
| А |
| А |
а б в
Рис.3 Виды швов
4.Условное изображение сварного шва
Шов сварного соединения независимо от способа сварки условно изображают:
видимый - сплошной основной линией (рис. 4 а);
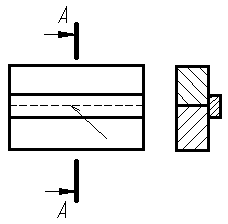
невидимый - штриховой линией (рис.4 в);
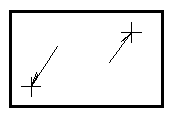
Видимую одиночную сварную точку, не зависимо от способа сварки, условно изображают знаком "+" (рис.4б), который выполняют сплошными линиями (рис. 5).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. рис.4). Линию-выноску предпочтительно проводить от видимого шва.
а б в
Рис. 4. Условное изображение сварного соединения
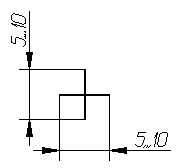
Рис. 5. Условное изображение одиночной сварной точки
Вспомогательные знаки для обозначения сварных швов приведены в табл. 1.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Примечание:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Знак  выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
Вспомогательные знаки для обозначения сварных швов. Таблица 1.
| Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
| с лицевой стороны | с оборотной стороны | ||

| Усиление шва снять | 
| 
|

| Наплывы и неровности обработать с плавным переходом к основному металлу | 
| 
|

| Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | 
| |

| Шов прерывистый или точечный с цепным расположением. Угол наклона линии ~60о | 
| 
|

| Шов прерывистый или точечный с шахматным расположением | 
| 
|

| Шов по замкнутой линии Диаметр знака - 3...5 мм. | 
| |

| Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | 
| 
|
Рис.6 Структура условного обозначения стандартного шва |
Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 7б).
 а) с лицевой стороны
а) с лицевой стороны
|  б) с оборотной стороны
б) с оборотной стороны
|
| Рис. 7. Условное обозначение сварного шва |
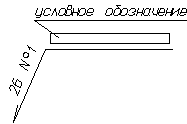
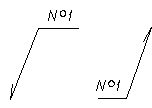
При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 10а);
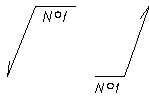
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рис. 8б);
в) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рис. 8в);
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением шва (см. рис. 8а).
 а)
а)
|  б)
б)
|  в)
в)
| |||||
| Рис. 8. Обозначение одинаковых швов | |||||||
| Примечание. Швы считаются одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования. Примеры условных обозначений стандартных швов Таблица 2 | |||||||
| Характеристика шва | Форма поперечного сечения шва | Условное обозначение шва, изображенного на чертеже | |||||
| с лицевой стороны | с оборотной стороны | ||||||
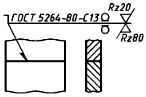
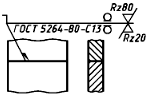
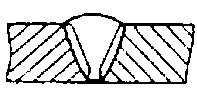
| Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны - Rz 80 мкм | 
| 
| 
| ||||
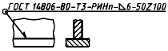
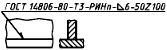
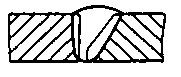
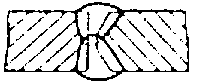
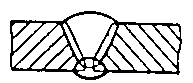
| Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. | 
| 
| 
| ||||
5. Порядок выполнения задания
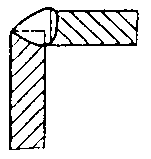
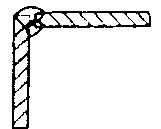
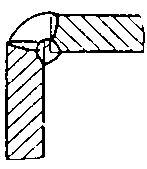
Разработать конструкцию сварной сборочной единицы взамен приложенной детали, при этом необходимо соблюдать рекомендации по обеспечению технологичности сварного соединения.
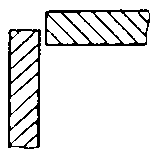
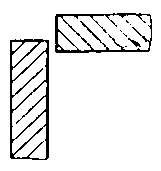
1. Выданное изображение сварной конструкции, выполненной из однородного материала разбить на составные детали.
2. Вычертить сборочный чертеж в трех проекциях сварной конструкции, сделав необходимые разрезы. Каждая из деталей на разных проекциях штрихуется одинаково.
3. Выбрать типы сварных швов для соединения полученных деталей ручной дуговой сваркой, подобрав их в табл. 1 приложения. Величину катета сварного шва подобрать по таблице 2 приложения.
4. На чертеже поставить габаритные, монтажные, эксплуатационные и присоединительные размеры.
5. Составить спецификацию сборочной единицы.
Пример выполнения задания показан на странице 10.
Приложение 1
Основные типы сварных соединений Таблица 1
| Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение соединения | |
| подготовленных кромок | сварного шва | |||||
| Стыковое | С отбортовкой кромок | Односторонний | 
| 
| 1-4 | С1 |
| С отбортовкой одной кромки | 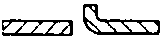
| 
| 1-4 | С3 | ||
| Со скосом одной кромки | Односторонний | 
| 
| С8 | ||
| С двумя симметричными скосами одной кромки | Двухсторонний | 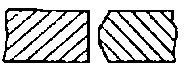
| 
| 8-100 | C15 | |
| Со скосом кромок | Односторонний | 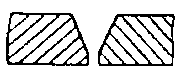
| 
| 3-60 | С17 | |
| Со скосом кромок | Двухсторонний | 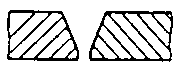
| 
| С21 | ||
| Угловое | С отбортовкой одной кромки | 
| 
| 1-4 | У1 | |
| Односторонний | 
| 
| 1-12 | У2 | ||
| Без скоса кромок | 
| 
| 1-6 | У4 | ||
| 
| 1-30 | ||||
| Двусторонний | 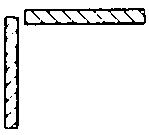
| 
| 2-8 | У5 | ||
| 
| 2-30 | ||||
| Со скосом одной кромки | Односторонний | 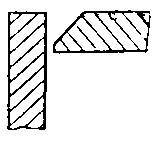
| 
| 3-60 | У6 | |
| Двусторонний | 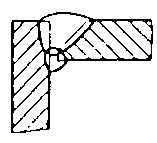
| У7 | ||||
| С двумя симметричными скосами одной кромки | 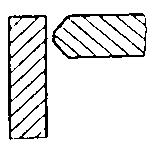
| 
| 8-100 | У8 | ||
| Со скосом кромок | Односторонний | 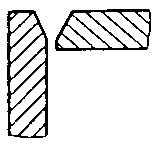
| 
| 3-60 | У9 | |
| Двусторонний | 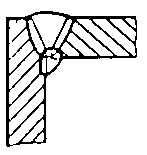
| У10 | ||||
| Тавровое | Без скоса кромок | Односторонний | 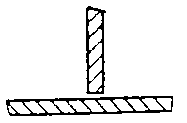
| 
| 2-10 | Т1 |
| Двусторонний | 
| Т2 | ||||
| Со скосом одной кромки | Односторонний | 
| 
| 3-60 | Т6 | |

| Т7 | |||||
| С двумя симметричными скосами одной кромки | Двусторонний | 
| 
| 8-100 | Т8 | |
| 
| 12-100 | Т9 | |||
| С двумя симметричными криволинейными скосами одной кромки | 
| 
| 30-120 | Т5 | ||
| Нахлесточное | Без скоса кромок | Односторонний | 
| 
| 2-60 | Н1 |
| Двусторонний | 
| Н2 |
Величина катета сварного шва Таблица 2
| Виды соединений | Условное обозначение сварного соединения | Значение катета шва(К),мм в зависимости от толщины (S), мм детали |
| Угловое | У4, У5 | 0,5S - S |
| Тавровое | Т1, Т2, Т3, Т5 | От 3мм до 8 мм |
| Внахлестку | Н1, Н2 | S + B |
Примечание
B – зазор между соединяемыми деталями, мм (B=2-4мм)
ГР №5 СБОРОЧНЫЙ ЧЕРТЕЖ
|
|
|
|
|
Дата добавления: 2015-07-13; Просмотров: 519; Нарушение авторских прав?; Мы поможем в написании вашей работы!