КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оборудование для фасовки молока и жидких молочных продуктов в картонную тару
|
|
|
|
Автоматы для фасовки молока и молочных продуктов в картонную тару делятся на две группы:
- тара в виде тетраэдра или параллелепипеда формуется непосредственно в автомате путем термосварки рулонного материала (в настоящее время форма упаковки в виде тетраэдра практически не применяется);
- упаковка осуществляется в прямоугольные коробки, которые формуются в машине из высечек, изготавливаемых на специальном оборудовании из картона, покрытого с двух сторон полиэтиленом.
Представителем автоматов первой группы является автомат типа «Тетра-пак», формующий пакеты вместимостью 0,25 и 0,5 л. в форме тетраэдра.
В настоящее время такие автоматы практически не используются для массового розлива молока.
|
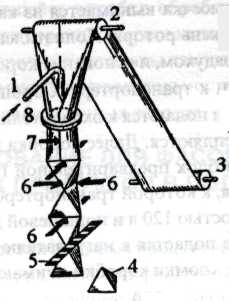
Схема образования пакетов на данном автомате приведена на рис. 4.4.
Рис. 4.4 Схема образования пакета на автомате «Тетра-пак»
1 – трубопровод подачи молока, 2 – верхний ролик, 3 – рулон упаковочной бумаги, 4 – пакет с молоком, 5 – устройство для резки, 6 – устройство сварки поперечных швов, 7 – устройство сварки продольного шва, 8 – устройство образования трубы
Упаковочная бумага через ролик подается в формообразователь, в котором сворачивается в незамкнутую по образующей трубу. С помощью нагревателя и прижимного ролика на трубе выполняется продольный шов. При дальнейшем протягивании трубы она перехватывается зажимами в двух диаметрально противоположных направлениях и сваривается поперечным швом. В этот момент внутрь трубы поддается молоко, уровень которого выше на 80…120 мм второй пары зажимов. Объем пакета определяется расстоянием между двумя соседними парами зажимов. Устройство для резки разрезает заготовку на отдельные пакеты, подает их в ловитель и далее на укладку в специальную тару. Точность дозирования автоматов данного типа 3%.
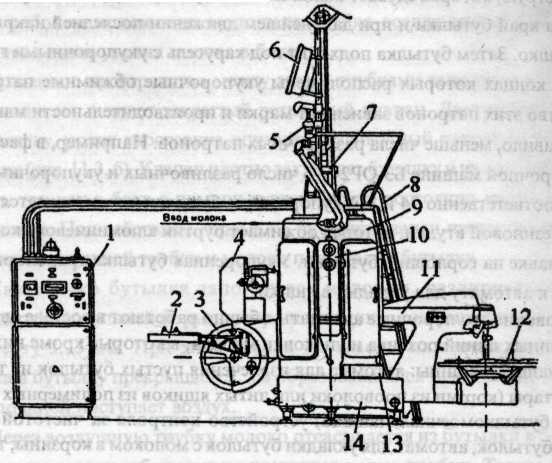
Автомат (рис.4.5) содержит следующие основные узлы: рулонодержатель со столиком для сваривания концов, устройство образования трубы с системой наполнения, механизмы образования и отрезки пакетов, подъемный транспортер и устройство укладки пакетов в корзины. Кроме того, автомат оснащен печатающим устройством, регулятором уровня, стабилизатором прижима.
|
Рис.4.5 Схема автомата «Тетра-пак» для розлива молока в картонные пакеты
1 – станция управления, 2 – стол сварочный, 3 – рулонодержатель. 4 – печатающее устройство, 5 – регулятор уровня, 6 – бактерицидная лампа, 7 – устройство образования трубы и розлива молока, 8 – лестница, 9 – механизм образования пакета, 10 – стабилизатор прижима, 11 – укладчик пакетов, 12 – поворотный стол, 13 – клеммная коробка, 14 - привод
Устройство образования трубы включает направляющие для свертывания ленты, нижнее и верхнее формующие кольца, прижимной ролик. Для стерилизации внутренней поверхности бумаги в верхней части устройства установлена бактерицидная лампа.
Наполнительная система состоит из трубы, трехходового крана и регулятора уровня. В нижней ее части установлен клапан управления регулятором, обеспечивающий постоянный уровень молока в пакете.
Механизм образования пакетов включает четыре транспортера-носителя, ветви которых образуют квадратную шахту. При перемещении бумажного рукава в шахте на него воздействуют зажимы с нагревателями и сваривают поперечные швы.. На каждом из транспортеров размещено по 8 зажимов.
Устройство для резки пакетов представляет собой две пары крестовин, одна из крестовин каждой пары оснащена ножами, другая – упругими подкладками.
Подъемный конвейер предназначен для перемещения отрезанных пакетов от ловителя к механизму распределения. Последний выполнен в виде желоба с толкателями, совершающими возвратно-поступательное движение в горизонтальной плоскости. Толкатель служит для подачи пакетов к краям желоба, где расположены заслонки.
Пакеты укладываются в специальные корзины шестигранной формы тремя рядами по шесть пакетов в ряду. После размещения по одному пакету в каждой из трех корзин они поворачиваются на 60 градусов. За полный оборот дисков в корзины укладывается шесть пакетов. После этого поворотный стол поворачивается на 90 градусов. За три позиции поворотного стола в каждой корзине получается три ряда пакетов.
Аналогичный принцип работы имеют автоматы, работающие в системе Тетра Брик Асептик (США), которые формуют прямоугольные упаковки 16 вариантов вместимостью от 125 до 1000 мл. Упаковочным материалом служит ламинат. Перед поступлением на формовку поверхность материала обрабатывается 15% раствором перекиси водорода, затем сушится горячим воздухом и подается в зону формовки и розлива.
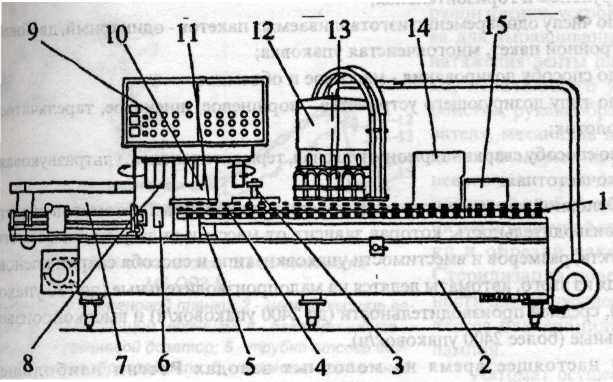
Примером разливочно-упаковочного автомата второй группы, работающем на высечках, служит автомат «Пюр-пак» (рис. 4.6), основными узлами которого являются станина, ротор формирования и сварки коробок, разливочный бак с дозаторами молока и устройство сварки верхнего шва коробок.
|
Рис.4.6. Схема автомата «Пюр-пак»
1 – транспортер, 2 – станина, 3 – блок предварительной гибки верхних кромок, 4 – маркировочный узел, 5 – сваренная коробка, 6 – узел питателя и формирования коробки, 7 – кассеты с высечками, 8 – нагреватель дна коробки. 9 – пульт управления. 10 – ротор формирования и сварки коробок, 11 – охладитель дна коробки, 12 – разливочный бак. 13 – дозатор молока, 14 – нагреватель верха заполненной коробки, 1 – устройство сварки верхнего шва коробки.
Заготовки-высечки расположены в двойной кассете, вмещающей две пачки высечек по 400 шт. в каждой. Кассета рассчитана на 6,5 минут работы автомата.
Механизмом питателя высечка вынимается из кассеты, складывается в коробку и надевается на стержень ротора. Полиэтиленовый слой дна коробки подплавляется горячим воздухом, и основание коробки сваривается. Ротор подает коробки к транспортеру, которые далее направляются к охладителю, где их дно и боковой шов остывают и прочно скрепляются.. далее коробка проходит печатающее устройство и направляется в блок предварительной гибки верхних кромок крышки.
Система заполнения, к которой транспортером подаются коробки, включает в себя бак вместимостью 120 л и поршневой дозатор. После заполнения коробка подается к нагревателю верха и сварочному устройству. Верхние кромки коробки сжимаются зажимами и охлаждаются. Застывший полиэтилен обеспечивает герметизацию упаковки.
Разливочно-упаковочные автоматы такого типа имеют производительность 5000-8000 упаковок в час и применяются на крупных производствах.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 2818; Нарушение авторских прав?; Мы поможем в написании вашей работы!