КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Этапы развития сталеплавильного производства
|
|
|
|
История развития и современное состояние сталеплавильного производства
Металлургия стали как производство возникла около 3,5 тыс. лет назад в северной Африке (Египет, Сирия).
Первый этап − прямое получение железа из руды. Это наиболее древний способ производства железа, при котором его получали путем восстановления из руды в примитивных горнах. Так как в этом процессе использовали неподогретый воздух (сырое дутье), способ получил название сыродутного.
Получение железа сыродутным способом заключалось в следующем: в горн загружали древесный уголь и железную руду и подавали дутье; по мере сгорания и оседания угля руда опускалась вниз, подвергаясь непрерывному контакту с восстановительными газами и раскаленным углем.
В результате процесса получалась раскаленная масса восстановленного железа с прожилками шлака (крица), которую вытаскивали из горна и обрабатывали под молотами, уплотняя крицу и выдавливая из нее шлак.
К недостаткам сыродутного процесса относятся: малая производительность, большой расход топлива, значительные потери железа со шлаком (до 1/3 от общего содержания железа в исходной руде), высокая трудоемкость процесса и низкое качество металла.
Единственным преимуществом сыродутного процесса являлось то, что железо получали непосредственно из руды, минуя промежуточную операцию – получение чугуна.
Следует отметить, что и последние годы метод прямого получения железа из руд возродился на базе новой техники и получает все большее распространение.
Второй этап − получение кричного (сварочного) железа из чугуна. В процессе развития сыродутного процесса обнаружилось, что иногда происходило заметное науглероживание железа, в результате чего получалось высокоуглеродистое железо, т.е. чугун. Поскольку чугун не обладает пластическими свойствами (не куется, не сгибается и т.п.), то его как нежелательный побочный продукт процесса выбрасывали.
В дальнейшем заметили, что при загрузке в горн чугуна вместо железной руды (или при оставлении в горне высокоуглеродистой крицы и продолжении процесса) также получается низкоуглеродистая железная крица. Этот двухстадийныйпроцесс (получение сначала чугуна, а потом из чугуна низкоуглеродистого металла) оказался более производительным. Такой усовершенствованный процесс получил название кричного. Кричный процесс получил распространение уже в 12−13 вв.
Сущность кричного процесса заключается в расплавлении чугуна в горне на древесном угле и окислении углерода, кремния, марганца и других примесей кислородом дутья и действием шлаков, богатых оксидами железа. В результате процесса на дне горна получалась зернистая тестообразная железистая масса, которую собирали в один общий ком, или крицу, и затем после извлечений из горна обрабатывали молотом для удаления шлака и образования плотного и однородного куска железа.
Более производительный способ получения кричного железа, при котором удалось заменить дорогостоящий чистый древесный уголь более дешевым и менее дефицитным топливом, был предложен в 1784г. англичанином Г. Кортом. Корт получил сталь окислительным плавлением чугуна на поду специальной пудлинговой печи (от англ. puddle − месить, перемешивать). Чистота топлива в этом процессе не играла такой роли, как при кричном переделе, поскольку непосредственного контакта горючего с металлом не было.
Одним из главных недостатков кричного и пудлингового процессов, помимо их дороговизны и малой производительности, являлась невозможность получения плотной литой отливки из стали, поскольку в кричных горнах и пудлинговых печах температура оказывалась недостаточной для расплавления металла. Получаемые крицы представляли собой комья сварившихся между собой зерен металла. Поскольку окончательная сварка зерен происходила при последующих нагревах и обработке металла давлением, продукты кричного и пудлингового процессов часто объединяют термином сварочное железо.
В нашей стране и большинстве промышленных стран кричный процесс исчез в конце 19 начале 20 вв. Пудлинговый процесс исчез в нашей стране в 30-х годах 20 века. Однако из-за особых качеств пудлингового металла, в котором мало таких вредных примесей, как сера и фосфор, он еще долго сохранялся в Англии, США и Швеции.
Третий этап − возникновение способа получения жидкой (литой) стали. Наиболее древним из всех способов получения стали в жидком расплавленном виде (литой стали) является возникший в Азии в период раннего средневековья тигельный процесс.
При этом способе в тигле вместимостыо 25−35 кг загружали металлическую шихту, а затем закрытые крышками тигли помещали в горны или пламенные печи. После расплавления шихты за счет имеющихся в ней оксидов железа проходили реакции окисления углерода, марганца, кремния, а также процессы шлакообразования.
Несмотря на то, что тигельная сталь отличалась исключительно высокими механическими свойствами (например, булатные стали знаменитого русского металлурга 19 века П.П. Аносова), тигельный процесс в нашей стране уже не существует из-за низкой производительности труда, малой стойкости тиглей (до трех плавок), большого расхода топлива, высоких требований к чистоте исходных материалов и др.
Четвертый этап − возникновение относительно простых и дешевых способов массового производства литого металла.
Англичанин Генри Бессемер получил в 1856 г. патент на новый способ получения стали из расплавленного чугуна «продувкой через него пара или воздуха или пара и воздуха». Разработанный Г. Бессемером агрегат для продувки чугуна, названный им конвертером (от англ, соnverter - преобразователь), представлял собой вращающийся вокруг горизонтальной оси сосуд, состоящий из металлического кожуха, футерованного изнутри кислым (динасовым) огнеупорным кирпичом.
Предложенный Г. Бессемером метод получил наименование конвертерного (бессемеровского) процесса, а агрегат − бессемеровского конвертера.
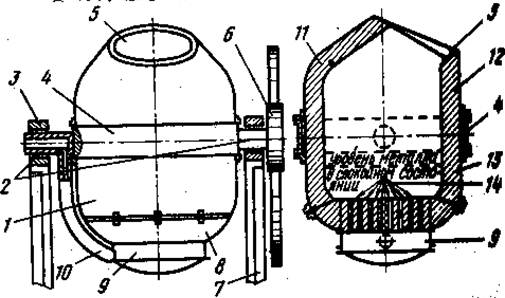
Схема устройства бессемеровского конвертера представлена на рис.1.
Агрегат состоит из корпуса 1, днища 8 с воздушной коробкой 9. Корпус включает металлический стальной кожух 12 и внутреннюю огнеупорную футеровку 13 (futter − подкладка; защитная внутренняя облицовка печей кирпичами, блоками). В футерованное днище вставляются шамотные фурмы с отверстиями для подачи воздуха, которые называются соплами. Диаметр сопел 12−15 мм, а их количество в фурме от 7 до 11 шт. в зависимости от тоннажа конвертера. Через сопла 14 воздух подается из воздушной коробки, поступает в слой чугуна и продувает его. Давление воздуха выбирают таким образом, чтобы чугун во время продувки не заливал сопла. Корпус опирается на опорное кольцо 4 с двумя цапфами 2 с подшипниками 3. Подшипники установлены на двух станинах 7. Одна цапфа имеет жестко насаженную шестерню 5, соединенную с механизмом поворота конвертера. Другая цапфа выполнена пустотелой, и через нее воздух от воздуходувной машины через патрубок 10 подается в воздушную коробку 9.
Цапфа, патрубок и воздушная коробка вращаются вместе с конвертером, что позволяет подавать в него воздух при любом положении конвертера, Корпус конвертера имеет выгиб 11, называемый «спиной» конвертера, который служит для увеличения вместимости конвертера при его горизонтальном положении. Через горловину 5 заливают чугун, выливают сталь и шлак. Через нее выходят конвертерные газы при продувке.
|
Рис. 1. Схема устройства бессемеровского конвертер
Первые опыты по применению бессемеровского процесса в России были начаты в 1858г. на Нижнетагильском заводе. В 1870г. на Путиловском заводе было налажено производство рельсов бессемеровским способом.
В СССР бессемеровские конвертеры работали на заводе им. Петровского (г. Днепропетровск), "Криворожсталь" (г. Кривой Рог), им. Дзержинского (г. Днепродзержинск) и др.
Бессемеровский процесс можно применять только для передела низкофосфористых руд, залежи которых у нас ограничены, тогда как страны Западной Европы обладали большими запасами фосфористых железных руд (месторождения Эльзаса и Лотарингии).
В 1878 г. англичанином Сиднеем Томасом была решена задача удаления фосфора из чугуна продувкой в конвертере с основной футеровкой, в качестве которой был использован обожженный доломит, и при наличии высокоосновного шлака. Для получения высокоосновного шлака в конвертер загружали известь. Способ переработки высокофосфористых чугунов путем продувки воздухом в конвертерах с основной футеровкой получил название томасовского, а конвертер с основной футеровкой − томасовского конвертера.
Конструкция томасовского конвертера аналогична в основном показанной на рис.1 конструкции бессемеровского, за исключением некоторого увеличения высоты и, следовательно, объема, что обусловлено увеличенным при томасовском процессе количеством шлака (дополнительно загружается известь). Кроме того, томасовский конвертер отличался от бессемеровского тем, что имел не приставное, а вставное днище игольчатой конструкции.
Томасовский процесс начал быстро распространяться в промышленных масштабах в Англии, Германии и Бельгии.
В России томасовские конвертеры работали на заводах Таганрогском, Керченском и «Русский Провиданс» в Мариуполе.
В 1865 г. французские инженеры Эмиль и Пьер Мартены успешно осуществили выплавку стали из чугуна и железного лома в пламенных печах, оборудованных специальными устройствами для предварительного подогрева подаваемых в печь газа и воздуха. Эти устройства, в которых используется тепло отходящих газов, были разработаны немецким инженером Э. Сименсом и получили название регенераторов. Регенератор (от лат. regenero − вновь произвожу) является теплообменником, в котором передача теплоты осуществляется поочередным соприкосновением горячего и холодного теплоносителя с одними и теми же поверхностями аппарата. Таким образом, применение регенераторов позволяет утилизировать тепло отходящих газов.
Конвертерный и мартеновский способы стали наиболее распространенными переделами и позволили менее чем за 100 лет увеличить мировое производство стали более чем в тысячу раз.
Пятый этап − возникновение электрометаллургии стали. Электропечи, в которых для плавки стали используется энергия электрической дуги, начали применять в конце 19 в. − начале 20 в. Очевидным преимуществом электропечей является возможность переплава больших количеств металлического лома.
Шестой этап − интенсификация сталеплавильного процесса кислородом. Большая склонность конвертерной стали (бессемеровской и томасовской) к хрупкости при холодной деформации и к старению, обусловленная высоким содержанием азота и фосфора, заставила металлургов искать новые способы производства стали в конвертере, не отличающейся по качеству от мартеновской.
Проблема уменьшения содержания азота и повышений качества металла была решена применением в конвертерном процессе технически чистого кислорода. К 1939 г. была разработана оптимальная технология продувки томасовского чугуна дутьем, обогащенным кислородом до 28-30%, и регулированием температуры процесса с помощью охлаждающих присадок.
С начала 50-х годов после освоения методов получения в больших масштабах дешевого кислорода применение обогащенного кислородом дутья в томасовском производстве получило широкое развитие. Попытки использовать в этот период для продувки металла только кислород не дали положительных результатов из-за низкой стойкости обычных донных сопел.
В СССР в 1933г. Н.И.Мозговой предложил метод продувки жидкого чугуна кислородом сверху. Первые плавки, проведенные автором на Украине, показали возможность получения стали этим способом, но из-за кратковременности опытов и недостатка кислорода сделать окончательные выводы в то время не удалось.
Опыты были возобновлены в 1939-1941 гг. в Москве на заводе "Станкоконструкция", а в 1942 г. работа была перенесена на металлургический завод в Туле. Технически чистый кислород подавали сверху через графитокварцевые трубки. Полученная сталь была высокого качества, особенно по пластичности и ударной вязкости.
В 1945 г. на Кузнецком металлургическом комбинате под руководством И.П.Бардина и В.В.Кондакова были проведены опыты по обогащению дутья кислородом.
В 1945-1953 гг. ЦНИИЧМ им. И.П. Бардина выполнили обширные исследования по отработке рациональной технологии кислородной продувки и установили принципиальную возможность получения кондиционной по химическому составу и механическим свойствам конвертерной стали.
Исследования проводили в лабораторных и полупромышленных агрегатах вместимостью от 1,5 до 12,5 т. Были опробованы технологические варианты.верхнего, бокового и донного газо-кислородного дутья, продувка газовыми смесями (паро-кислородное дутье, кислородно-углекислородное, азотно-кислородное), разработана конструкция донных щелевых фурм для кислородного дутья в оболочке защитного газа, вдувание в конвертер порошкообразных материалов в струе кислорода, комбинированная продувка кислородом сверху и воздухом снизу.. Был выбран процесс кислородно-конвертерной плавки с подачей кислорода сверху через водоохлаждаемую фурму как наиболее технологичный и простой в управлении. Именно этот вариант и получил широкое промышленное развитие.
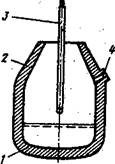
Схема устройства конвертера для продувки чугуна кислородом сверху представлена на рис. 2. Корпус конвертера 1 состоит из стального кожуха 2 и летки 4 для выпуска стали. В отличие от бессемеровских и томасовских конвертеров горловина симметричная. Кислород подается через водоохлаждаемую фурму 3, введенную в горловину вертикально сверху.
|
За рубежом этот процесс был впервые внедрен в 1952 г. в конвертерном цехе австрийской фирмы «Voest» в г. Линце. Процесс получил несколько названий: LD -процесс (от нем. Linz Dusenferfahren − фурменный процесс в Линце); ВОР -процесс (от англ. Basic Oxygen Process − основной кислородный процесс); кислородно-конвертерный процесс(название, принятое в СССР).
Рис.2. Схема устройства кислородного конвертера при продувке сверху
В СССР промышленное применение технически чистого кислорода в конвертерном производстве было начато в 1956 г. в конвертерном цехе Днепропетровского завода им. Петровского, в котором бессемеровские 20-т конвертеры были переоборудованы для подачи чистого кислорода сверху.
За истекшие годы появились различные разновидности кислородно-конвертерного процесса. При продувке кислородом сверху в процессе переработки фосфористых чугунов для ускорения шлакообразования были разработаны способы вдувания в ванну с помощью струи кислорода тонкоизмельченной извести. В томасовском производстве появилось новое средство повышения качества стали и увеличения стойкости донных фурм (шведский патент) − продувка высоко-фосфористого чугуна смесями О2 + СО2 или О2 + Н2О.
В 1954−1956 гг. в СССР на Новотульском металлургическом заводе проводились работы по продувке чугуна в конвертере снизу через донные фурмы, в которых по центральной трубе подавали кислород, а по окружающей трубе − диоксид углерода.
Промышленный метод продувки высокофосфористого чугуна через днище конвертера струями кислорода, окруженными для защиты кольцевыми струями углеводородов, был впервые внедрен на одном из металлургических заводов западногерманской фирмы «Maxhutte» в 1967 г. В качества защитного "охладителя" окружающего струю кислорода, был использован природный газ (метан, пропан, бутан и др.). Вместе с кислородом в ванну вдувается тонкоизмельченная известь. Этот процесс, ставший широко распространенным, получил название процесса ОВМ (по первым буквам слов «Oxygen Bottom Maxhutte» − кислород−днище−Максхютте).
Французские фирмы «Loire−Creusot», «Wendel−Sidelor», «Sprunik» разработали разновидность процесса ОВМ, в котором вместо природного газа используется жидкое топливо. Этот процесс получил название LWS по первым буквам наименований фирм-разработчиков. Дальнейшее развитие процесс с донной продувкой получил в 1971 г. в США на заводе фирмы «United States Steel Corp.», где был внедрен способ переработки не фосфористого, а обычного или мартеновского чугуна с остановкой продувки на заданном содержании углерода. Была также разработана система ввода в струе кислорода молотой извести в регулируемых количествах и подвода нейтрального газа для продувки фурм с целью предотвращения затекания металла в фурмы при остановке продувки. Этот процесс получил название Q-ВОР, где индекс Q образован от первой буквы английских слов «quiet» (спокойный), «quick» (быстрый) и «quality» (качественный). Таким образом, было отмечено, что новый процесс отличается от обычного процесса с продувкой кислородом сверху более спокойным ходом плавки, более высокой скоростью рафинирования, т.е. очистки металла от примесей и позволяет получить более качественный металл.
Описанные выше способы получили общее название конвертерных процессов с донным дутьем (донной продувкой). Главным элементом в этих процессах является донная фурма, изготовленная из двух соосных труб − по внутренней трубе подается кислород, а по кольцевому зазору между внутренней и наружной трубами − горючий газ или топливо.
С развитием кислородно-конвертерного процесса с донной продувкой возникла идея совместить кислородно-конвертерный процесс с верхней продувкой с процессом донной продувки, Так появился комбинированный кислородно-конвертерный процесс, при котором через днище вдувается только 20−30 % от общего количества кислорода. Остальной кислород вводится сверху через усовершенствованную фурму или через боковые фурмы в верхней конической части конвертера. Через днище может также вдуваться пылевидная известь, инертные или охлаждающие газы (Аг, N2, СО2, углеводороды).
Седьмой этап − создание переплавных процессов. Распространены различные способы переплава стали, предварительно выплавленной в конвертерах, мартеновских или электродуговых печах. К ним относятся: вакуумно-индукционный переплав (ВИП); вакуумно-дуговой (ВДП); электрошлаковый (ЭШП); электронно-лучевой (ЭЛП); плазменно-дуговой (ПДП) и др.
Эти переплавы обеспечивают более полное очищение металла от нежелательных примесей и, следовательно, получение высококачественного металла с требуемыми свойствами.
Восьмой этап − развитие внепечной, вторичной или ковшевой металлургии.
В 70-х годах многие технологические операции по очищению стали от вредных примесей, усреднению состава и регулированию температуры металла стали переносить из конвертера или печи в ковш или иной агрегат, заменяющий ковш.
При этом металл в ковше подвергают вакуумированию, т.е. удалению благодаря создаваемому в ковше разрежению из металла газов, примесей, неметаллических включений; обработке жидкими или порошкообразными смесями или специальными лигатурами (вспомогательными сплавами, применяемыми для создания определенных свойств металлическому расплаву или затвердевшему металлу); подвергают перемешиванию и т.п.
Эти методы получили название ковшевой (или вторичной) металлургии, внепечной обработки или внепечного рафинирования.
Внепечная обработка, помимо повышения качества, обеспечивает стабильность свойств металла данной марки от плавки к плавке. В настоящее время значительное количество мирового производства качественной стали подвергается внепечной обработке.
При мартеновском, конвертерном и электродуговом способах производства стали получение металла осуществляется в две стадии: 1) восстановление в доменных печах железа из руды, т.е. получение чугуна; 2) окисление в сталеплавильных агрегатах углерода, кремния, марганца, фосфора, удаление серы, т.е. получение из чугуна стали требуемого состава.
В последние годы осуществляли на практике ряд разновидностей процесса получения железа непосредственно из руды (как было сказано выше), но более совершенным по сравнению с древним сыродутным способом.
Получаемый продукт называют по-разному: продуктом прямого восстановления, металлизованным продуктом, губчатым железом и др., а сам способ получения этого продукта − процессом прямого восстановления или процессом металлизации. Приэтом под степенью металлизации обычно понимают процент восстановления железа, содержащегося в сырье.
В настоящее время основными способами производства являются кислородно-конвертерный,электросталеплавильный и мартеновский.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 792; Нарушение авторских прав?; Мы поможем в написании вашей работы!