КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Статистический контроль качества
|
|
|
|
Наиболее доступный для большинства предприятий и рядовых исполнителей элементарный контроль на основе «инструментов качества», при котором используются: контрольные карты (листы), причинно-следственные диаграммы, диаграммы Парето, гистограммы, диаграммы разброса, метод рассеяния, графики.
Контрольная карта
Контрольная карта (Control chart) - это разновидность графика (рис. 6), который отличается наличием контрольных (верхних- ВКП и нижних НКП) границ, обозначающих допустимый диапазон разброса характеристик (по отношению к средней линии СЛ) в обычных условиях течения процесса. Выход характеристик за пределы контрольных границ означает нарушение стабильности процесса и требует проведения анализа причин и принятия соответствующих мер.
Контрольные карты были разработаны американским статистиком Уолтером Л. Шухартом в 1924 г. и предназначались для регистрации результатов измерений определенных пара-метров продукции. Если точки графика входят в область между контрольными границами, это свидетельствует о нормальном протекании производственного процесса; выход точек за пределы границ указывает на необходимость принятия мер по регулированию процесса. Контрольные карты служат для выявления определенных (но не случайных) причин нарушения процесса производства продукции.
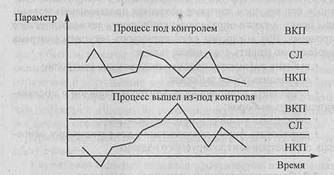
Рис. 6. Контрольная карта
Причинно-следственная диаграмма (диаграмма Исикавы) Причинно-следственная диаграмма (Cause and effect diagram) применяется, как правило, при анализе дефектов, приводящих к наибольшим потерям (рис. 7). Метод был предложен Каору Исикавой (в некоторых случаях пишут Ишикавой) в 1953 г. для выявления причин нарушения технологического процесса в тех случаях, когда очевидные его нарушения трудно обнаружимы.
Диаграммы строятся по следующим правилам:
1) диаграмму строит группа не руководящих работников;
2) применяется принцип анонимности высказываний;
3) на экспертизу выделяется ограниченное время;
4) найденное решение должно вознаграждаться.
Диаграмма Исикавы внешне напоминает рыбий скелет, поэтому ее часто так и называют. Построение диаграммы включает следующие этапы:
♦ выбор основного (результирующего) показателя качества;
♦ установление главных причин, влияющих на основной показатель («крупные кости»);
♦ определение вторичных («средние кости») и третичных («мелкие косточки») причин.
Часто диаграмма Исикавы строится одновременно со столбиковыми диаграммами Парето.
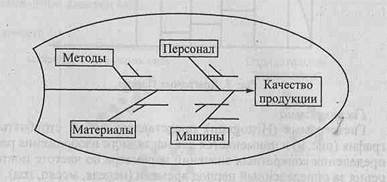
Рис. 7. Причинно-следственная диаграмма
Диаграмма Парето
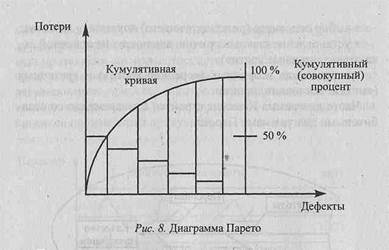
Диаграмма Парето (Pareto diagram) названа так по имени ее автора, итальянского экономиста Вильфредо Парето (1845-1923), который показал, что большая часть капитала (80 %) находится в руках 20 % людей. Правило Парето универсально и при решений проблем качества, так как позволяет наглядно представить величину потерь (на оси абсцисс) в зависимости от различных дефектов (рис. 8). Благодаря этому можно сначала сосредоточить внимание на устранении доминирующих дефектов, которые приводят к наибольшим потерям, Для выяснения причин этих дефектов целесообразно дополнительно использовать причинно-следственную диаграмму. После выяснения причин и устранения дефектов вновь строится диаграмма Парето для проверки эффективности принятых мер. Для учета совокупного процента потерь от нескольких дефектов строится кумулятивная (накопительная) кривая.
Гистограмма
Гистограмма (Histogram) представляет собой столбчатый график (рис. 9) и применяется для наглядного изображения распределения конкретных значений параметра по частоте повторения за определенный период времени (неделя, месяц, год).
Полученные данные анализируют, применяя другие методы:
♦ долю дефектных изделий и потерь от брака исследуют с помощью диаграммы Парето;
♦ причины дефектов определяют с помощью причинно-следственной диаграммы, метода расслоения и диаграммы разброса;
♦ изменение характеристик во времени определяют по контрольным картам.
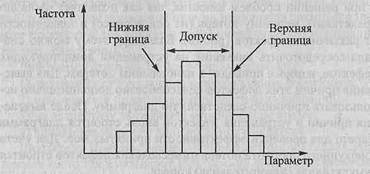
Рис. 9. Гистограмма
Диаграмма разброса
Диаграмма разброса (Scatter diagram - корреляционная диаграмма) строится как график зависимости между двумя различными параметрами, что позволяет определить, есть ли взаимосвязь между этими параметрами (рис. 10). Если такая взаимосвязь существует, можно устранить отклонение одного параметра, воздействуя на другой. При этом возможна положительная или отрицательная взаимосвязь, а также отсутствие какой-либо взаимосвязи.
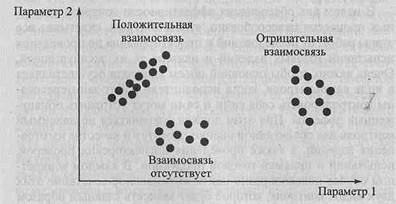
Рис. 10. Диаграмма разброса
Метод расслоения (стратификация)
Метод расслоения (послойный анализ - Stratification) применяют для выяснения причин разброса характеристик изделий. Суть метода заключается в разделении (расслоении) полученных характеристик (всех дефектов - 100 %) в зависимости от квалификации работников, свойств исходных материалов, методов работ, характеристик оборудования и т. д. При этом определяют влияние того или иного фактора на характеристики изделия, что позволяет принять необходимые меры для устранения их недопустимого разброса.
Стратификация является методической основой для других инструментов, таких, как анализ Парето или диаграммы разброса.
Графики
Графики используются для наглядности и облегчения понимания взаимозависимости количественных величин или их изменений во времени. Чаще всего применяются линейные, круговые, столбчатые и ленточные графики.
Перечисленные элементарные методы в сочетании с общими и базовыми методами помогают решать подавляющее большинство возникающих проблем качества. Для решения более сложных проблем дополнительно могут применяться методы Тагучи и «новые инструменты контроля качества»: схема отношений (Relation diagram); древовидная схема (Tree diagram); матричная схема (Matrix diagram); стрелочная схема (Arrow diagram) и др.
В целом для обеспечения эффективности контроля указанных процессов целесообразно, чтобы контроль охватывал все этапы работ: от исследований и проектирования до проведения испытаний готовых изделий и надзора за их эксплуатацией. Очень важно, чтобы основной объем контроля осуществлялся в виде самоконтроля, когда исполнители работ заинтересованы контролировать себя сами и сами могут устранить обнаруженные дефекты. При этом должен сохраняться независимый контроль для объективной оценки проектов и качества изготовления изделий, а также проведения инспекторских проверок, испытаний и приемки готовой продукции. В каждом конкретном случае целесообразно найти оптимальное сочетание этих двух видов контроля, которое будет зависеть главным образом от контингента работников и характера производства.
Владельцем и ответственным лицом за указанный процесс является представитель среднего управленческого персонала (руководящего звена).
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 661; Нарушение авторских прав?; Мы поможем в написании вашей работы!