КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Джуран Трилогиясы. Деминг циклі. 7 страница
|
|
|
|
Электронды-сәулелі пісірумен, электроникада және аспапжасауда қолданылатын кішігабаритті бұйымдарды және ұзындығы мен диаметрі бірнеше метр болатын ірігабаритті бұйымдарды біріктіруге болады.
55.Магнитті-абразивті жылтырату кезіндегі абразивті кесудің ерекшеліктері неде?
.Ажарлаудағы кесу процесі. Ажарлау процесі абразивтік түйіршіктер
санымен іске асады. Абразив түйіршіктері өздерінің радиусы ρ төбелерімен
өңделетін бетке байланысты қозғалу кезінде, қиынды қалыңдығының а
радиусқа ρ қатынасына байланысты: түйіршіктің өңделетін бетпен сырғуы (aЈρ
болғанда); илемді ығыстыру (a<ρ); кесу – тырнау (aіρ). Жону кезінде
ажарлаудың бойлап жəне қарама қарсы түрлерін ажыратамыз. Кесілетін қабат
геометриясы ажарлау кезінде түйіршіктің пішімі мен өзара орналасуы, ену
тереңдігі мен кесу кезіндегі қозғалыс траекториясына байланысты.
Шарықтастың жұмыс бетінде орналасқан түйіршіктер, пішімі мен размері бір
біріне ұқсамайтын материал қабатын. Түйіршіктермен кесілетін жоңқа
қалыңдығы өте аз (10-2…10-4мм), ал уақыт бірлігінде өте көп жоңқа саны
алынады (бірнеше мың/мин).
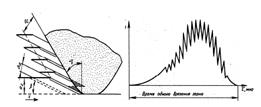
53 сурет. Жоңқаның жалғыз түйіршікпен пайда болу сұлбасы
Ажарлау кезінде жоңқаның пайда болуының жүзді құралдармен өңдеу
процестерінен түбегейлі айырмашылықтары жоқ, бірақта алдыңғы
бұрыштарының үлкен теріс мəндерімен, кішкентай қиынды қалыңдығымен
жəне дайындама мен түйіршік төбесінің түйісулері аз уақыт болғандығынан
өздерінің ерекшеліктері болады. Бұл ерекшеліктер процесске өзінің түзетулерін
қосады, ажарлаудың динамикалық жəне жылулық жақтарын өзгертеді.
53 суретте жоңқаның пайда болу сұлбасы (53, а сур.) жəне жалғыз
түйіршіктің импульстік кесу күшінің Р пішімі (53, б сур.) көрсетілген.
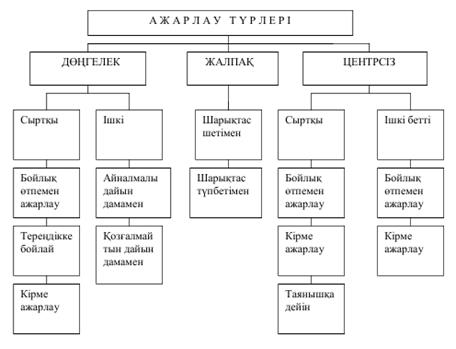
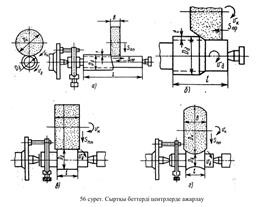
Ажарлау түрлері. Ажарлау абразивті өңдеудің кеңінен тараған түрі,
Ra =0,3…1,6мкм кедір-бұдырлықты жəне 6…8-ші квалитеттер дəлдігін
қамтамасыз етеді.
56. Металлдарды кесумен өңдеу кезінде плазмалық қыздыруды қандай жағдайда қолданған орынды?
Плазмалық кесу – металды кесудің бір түрі. Мұндай кесу кезінде шапшып ағатын плазма пайдаланылады
Плазмалық кесудің басымдықтары:
· бағасының арзандығы;
· ЧПУ–ді қолданғандықтан кесудің 0,2 мм дейін дәлме-дәлдігі;
· кесілген метал шеті түзу;
· жылу әсерінен балқып өзгеріске ұшырамайды;
· қалыңдығы 25 мм дейінгі метал табақтарын кесу мүмкіндігі;
· лазерлік және ацетиенокөміртекті, газбен кесуге қарағанда жылдамырақ;
· күрделі геометриялық фигураларды кеседі.
· Осы басымдықтардың арқасында бұл қызмет түрі қазір үлкен сұранысқа ие. Метал өңдеу саласынан басқа ауаплазмалық кесу түрі құрылыста кең тараған, бұдан басқа, газплазмалық кесу мысалы, ғимараттарды безендіру, саябақтарды, оның қақпаларын, қоршауларын, төсектерді өрнектеуде, шатыр мен жылу жүйесін құрастыруда пайдаланылады. Дизайнерлердің жобалары бойынша түрлі мүсіндер жасалып, үй ішін безендіруде де пайдаланылады.
Металды плазмамен кесу:
· тесіктер, жырықтар жасау үшін;
· тілінді, құбыр жасау үшін;
· мөртабан дәнекерлегіш, механикалық өңдеу үшін қоладанылады;
· балқытылған металдан жасалған өнімдер.
57. Өңделетін беттің ауданы мен дайындамаға электрод-аспабын енгізу тереңдігі ЭЭӨ(электрэрозиялық өңдеу) үрдісінің өнімділігіне қандай әсер береді?
· Жаңа конструкциялық материалдарды өңдеу кезінде және бөлшектердің сапалы өңдеуіне деген талабына байланысты ауыл шаруашылық машина жасау технологиялық проблемелеры электрофизикалық және электрохимиялық өңдеу әдістерін қолдану арқылы шешіледі. Осы әдістің артықшылығы өңдеуге аз күш жұмсалады және станоктардың қарапайым кинематикасында. Бұл – қаттылығы және беріктілігі жоғары материалдарды өңдеуге, өңдеудің қателігін кенет төмендетуге, күрделі пішінді сыртқы және ішкі бетті өңдеуге, диаметрлері кішкентай тесіктерді өңдеуге және т.с.с. рұқсат етеді.Электроэрозиялық өңдеу дайындаманың бетіндегі бүлінуге (эрозия) негізделген. Бүліну – сұйық диэлектрикке батырылған (мысалы, керосин, минералды май), екі электрод арасында пайда болатынэлектрлік разряд импульсінің жылулық әсері салдарынан болады. Электрлік разряд кезінде жылу көп мөлшелде бөлінеді, бір бөлігі балқуға, булануға, ал келесі бір бөлігі балқымайтын бетінен бөлшектерді алып тастауға жұмсалады. 10-8... 10-5с аралығында ток тығыздығы 8...10кА/мм2-ге дейін көбейеді, дайындаманың бетіндегі температура 120000С-ға дейін өседі. Соған қоса қалыңдығы 1...10мкм болатын қабат алыстатылады. Өйткені электрлік разряд ең қысқа жолмен жүріп өткендіктен ең алдымен микро тегіс емес шошақтар алыстатылады. Инструмент пен дайындама бір-біріне жақындаған кезде өңдеутін беттің макро және микро геометриясы өзгереді, дайындаманың беті инструмент бетінің пішінін қабылдайды.
Электржелінді өңдеудің негізі болып электродтар арасынанэлектр тогының импульсін өткізген кезде, осы электродтардыңқирауы (желіндеуі) саналады. Электродтар арасындағы электрразряды, газ ортасында немесе электродтар арасындағыаралықты диэлектрлік сұйықпен (керосин, минераль майы)
толтырған кезде пайда болады. Электродтардың желіндеуісұйық ортада едәуір қарқынмен жүреді. Электр тізбегінтұйықтаған кезде элетродтар арасындағы кеңістік иондалады.Потенциалдардың межелік айырмасына жеткен кезде өткізубунағы пайда болады. Осы өткізу бунағымен ұшқынды немеседоғалы разряд өтеді. 10 -5...10 -8 с уақыты ішінде токтыңтығыздығы 8...10 кА/мм 2 дейін жоғарылайды. Нәтижесіндедайындаманың – электродтың бетінде температура10000...12000о Сдейін жоғарылайды. Осындайтемператураларда дайындама материалының элементарлыкөлемі лезде балқып буланады. Токтың келесі импульсіэлектродтар арасындағы арақашықтық ең кішкентай болатынэлектродтар арасындағы аралықты жарып өтеді. Металдыңжеліндеуі электродтар арасындағы арақашықтық межеліктен(0,01...0,05 мм) үлкен болғанша жүреді. Электродтаржақындаған кезде желіндеу процесі қайталанады. Дайындамағажылулық әсермен бірге электрстатикалық, электрдинамикалықкүштер және кавитациалық құбылыстар әсер етеді.
58. Электродтарда (ЭХӨ) кернеуді қалай таңдайды?
Электрохимиялық өңдеу электролиздегі анодтың еру құбылысына негізделген. Электролит арқылы тұрақты ток өткенде анод болып табылатын электр тізбегіне жалғанған дайындама беттерінде химиялық реакциялар пайда болып,металдың сыртқы қабаты химиялық қоспаға айналады. Электролиз өнімдері ерітіндімен араласады немесе механикалық тәсілмен алынады. Электрохимиялық өңдеудің өнімділігі негізінен электролиттің электрохимиялық қасиеттеріне, өңделетін ток өткізетін материалдың қасиетіне және ток тығыздығына байланысты болады. Электрохимиялык өңдеу түрлеріне жалтырату, біркелкі еңдеу және т.б жатады.Электрохимиялық жалтырату электролитті ванналарда жасалады. Өнделетін дайындама материалына байланысты қышқыл немесе сілті ерітінділерін пайдаланады. Өңделетін дайындаманы акодқа жалгайды, екінші электрод-катод ретінде қорғасын, мыс, болат және т.б. металл тілімдерін қолданады. Процесті күшейту үшін электролитті 40-80°С темперарураларға дейін қыздырады. Электродқа кернеу берілгенде дайындама-анодының материалы ери бастайды. Микротегіс еместіктің ұштарына жоғары тығыздықпен берілетін ток әсерінен, негізінен сол ұштары ери бастайды. Олардың араларына еру өнімдері орналасады, ол тотықтар мен тұздардың ток өткізгіштігі төменірек болады.Ұштарының еруі нәтижесінде өңделетін беттің микротегіс еместігі жойылып, тегістеліп жарқырайды. Электрохи-миялық жалтырату нәтижесінде микрожарықшалар өлшемі азаятындықтан детальдардың физика-механикалық қасиеттері жақсарады. Өңделген беттердің деформацияланған қабаттары жойылып, кұрылымының термиялық өзгерістері болмайды, тот басуға беріктігі артады.Электрохимиялық жалтыратуды өңделетін беттерді гальваникалық өңдеу алдында жасайды. Кесу аспаптарының жүзін қайрағанда,деталь беттерін сәнді етіп өңдеуде қолданылады.Электрохимиялық өлшемді өңдеудің ерекшелігі, өңделетін дайындама-аноды мен аспап - аралығына қысыммен берілетін электролит ағысы нәтижесінде өңделетіндігі. Электродтар аралығына үздіксіз берілетін электролит ағысы дайындама-анодтағы тұздарды ерітіп, өңдеу аумағынан шығарады. Өңдеудің бұл тәсілінде дайындаманың өңделетін беті бірденінен өңделетін болғандықтан, өндіріс өнімділігі жоғары болады. Дайындаманың өңделмейтін беттерін жауып қояды. Аспаптың пішіні өңделетін беттің пішініне сәйкес етіп жасалады.
59. Магнитті-стрикция әсері неде?
Ферромагнитті заттарыныңмонокристаллдары магнитті анизо-тропиясымен сипатталанады, яғни әр түрлі осьтарының бойында жеңіл магниттеуі (сүрет 2). Ферромагнитті заттарға темір, никель және кобальт жатады. Анизотропия қатты болса, онда материал магнитті текстурасына ие болады деп айтады. Ферромагнитті материалдарды магниттегенде, олардың сызықты мөлшерлерінің өзгеруі байқаланады – осы құбылыс магнитострикция деп аталады.
Магнитострикциялы деформация – бұл үлгінің мөлшерлерінің форманың кері өзгеруі, сыртқы өріс жоқта ферромагнетик Кюри нүктесінен өткенде (өздігінен магнитострикция) және Т<Тк ферромагнетикке сыртқы өріс әсер еткенде.
|
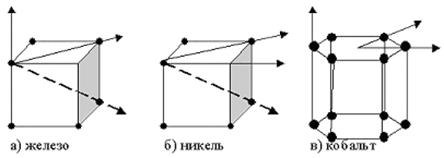 Сүрет 2 – Ферромагнитті материалдарыныңанизотропия құбылысы
Сүрет 2 – Ферромагнитті материалдарыныңанизотропия құбылысы
60. Ультрадыбыстық өңдеу үрдісінің технологиялық көрсеткіштеріне металдың анодты еруі қалай әсер етеді?
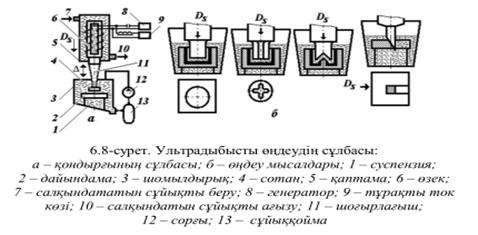
Ультрадыбысты өңдеудің негізі болып магнитстрикция құбылысы, яғни айнымалы магниттік өрістің әсерімен ферромагнитті материалдан жасалған өзектің өзінің көлденең қимасы мен ұзындығын өзгерте алу қабілеттілігі саналады. Осындай қасиетке мыналар иемденген: никель; теміркобольтті және теміралюминийлі қорытпалар; феррит. Ультрадыбысты өңдеудің сұлбасы 6.8, а-суретте көрсетілген. Дайындаманы 2 қажақ суспензиясымен 1 толтырылған шомылдырыққа 3 орналастырады. Дайындамаға шоғырлағыштың 11 бүйірінде бекітілген құрал-сотанды 4 әкеледі. Шоғырлағыш қаптамада 5 орнатылған магнитстрикциялық өзекке 6 бекітілген. Қаптама арқылы салқындататын сұйықты өткізеді. Өзектіңтербелуін ультрадыбысты жиілігі бар генератор 8 (жиілік 16...30 кГц; тербеліс амплитудасы 5...10 мкм) және тұрақты ток көзінің 9 көмегімен өршітеді. Қажақ суспензиясын сорғымен 12 шомылдырық – сұйыққойма жүйесі арқылы тартады. Шоғырлағыш 11 тербеліс амплитудасын 40...60 мкм дейін үлкейтеді. Құралдың тербеліс қозғалысы суспензияның қажақтық түйіршіктеріне беріледі. Өңделетін бетпен қажақ түйіршіктері соғылысудың нәтижесінде дайындама материалының микробөлшектері опырыла сынып алынады. Соқтығысудың көптеген саны (секундына 30000 дейін) және кавитация дайындаманың беткі қабатын қарқынды қиратуға әкеледі. Ультрадыбысты өңдеу мыналарды өңдеу үшін қолданылады (6.8, б-сурет): әртүрлі көлденең қимасы бар өтпелі және тұйық тесіктерді; фасонды қуыстарды; дайындаманы қию, т. б. Ультрадыбысты өңдеудің көмегімен мынадай морт сынатын материалдарды өңдейді: шыныны; керамиканы; қатты қорытпаларды; кремнийді; кварцты; алмасты; көміртектендірілген болаттарды; азоттандырылған болаттарды; шынықтырылған болаттарды.
Үдерістегі тоқтың төменгі тығыздығына анодтың металдың ерілуі жүріп, олар иондық күйге түседі (тұздық, гидрототықтың, т.с.с.)
Егер электрод қозғалмайтын болса, үдеріс баяулайды да, одан пайда болған өнім ток өткізбей, бір электродты екіншіден ажыратып тастайды.
Егер күш түсіріп, электрод-аспапты қозғаса, онда үдеріс үзіліссіз жүріп, металдың беті тазаланып, қажетті сапаға жету мүмкіндігі туады.
Мұнда аспаптың негізгі жұмыстың қимылы мен беріс қозғалысы болуы қажет.
Бұл қозғалыстар аспап пен дайындаманың арасындағы өте жіңішке электролиттік қабаттың болуын қамтамасыз етуі керек. Әдістің еңбек өнімділігі өте төмен, мөлшермен 0,03:0,05 мм/мин. Режим тек тазалай өңдеу операциясына тән.
Егер тоқ тығыздығы өте жоғары болса, онда электр-эррозиялық тәсілге ауысып кетесіз.
Сөйтіп, анодты-механикалық өңдеуде еңбек өнімділігі мен сапа мәселелері электрлік режимдердің өзгерулері реттеу арқылы жасалады.
Былай алып қарағанда, анодты-механикалық өңдеу кесу үдерісінің барлық өнер акцияларының баламалы түрі деуге болады. Бірақ та, мұны өте қиын өңделетін материалдарды, қатты қорытпаларды өңдеуде ғана пайдаланған тиімді.
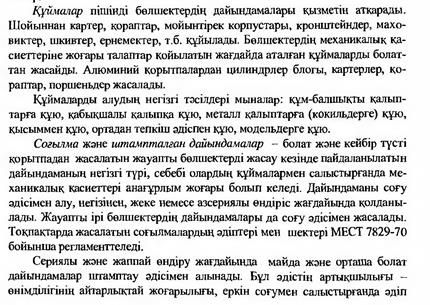
61. Құйма, соғу, қалыптау әдістерімен алынған дайындамалар
Құйма дайындамаларының технологиялық сипаттамалары: Машина бөлшектерінің өлшемдеріне, дәлдік деңгейлеріне қарай құйма технологияларының бірнеше тәсілдері кездеседі. Соның ішінде үлесі 80
пайыздай орындалатын құюдың құм-балшықтың түpi пайдаланылады. Көбінесе бұл әдіс машиналардың қорапты бөлшектерін алуға қолданылады.
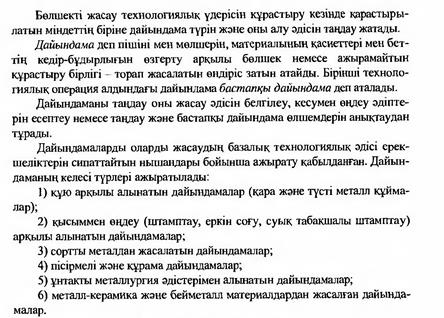
62 Машина бөлшектерiнің дайындамаларын өңдеудің әдістері.
В Ғылыми-техникалық прогрестің күрт дамуы, әсіресе машина жасау саласындағы ұшақтық, ғарыштық және электрондық техникалардың өмірге келуі, олардың құрамында физикалық, механикалық қасиеттері өте жоғары жаңа материалдардың пайда болуына әкелді. Бұлардың механикалық өңдеуге
қабілеттілігі басқа құрылымдық материалдарға қарағанда ерекше технологиялық қиындықтарға әкеп соқты. Мұндағы қолданылатын бөлшектердің пайдаланушылық қасиеттері (беріктігі, тұтқырлығы, тотқа төзімдігі, қызуға тұрақтылығы, т.с.с.), оларды кесіп өңдейтін аспаптардың технологиялық параметрлерімен пара-пар. Оның үстіне бұл жаңа техникалардың бөлшектердің құрылымдық пішіндері (мысалы, қисық сызықты остері бар тесіктер, ендері өте дәл және жіңішке ойықтар) күрделі, машина жасау практикасында қалыптасқан әдістермен өңдеу қиынға соғып, кейбір жағдайларда өңдеу операцияларын жүргізу мүлдем болмады.
Сондықтан машина жасау өндірісіне материалдарды өңдеудің жаңа электрлі– физикалық және электрлі – химиялық әдістері келді.
63 Беттік-пластикалық деформацияланудың (БПД) пластикалық әдістерімен беріктенген тетік бетінің сапасының параметрлер
Металл және қорытпалар қатты күйінде кристалдық құрылымға ие және олардың деформациясы кристалл құрылымының типіне және осы құрылымдағы шектеусіздіктің болуына байланысты.
Монокристалды пластикалық деформацияны қарастырайық. Пластикалық деформация жанама кернеу әсерінен өтіп екі әдіспен жүруі мүмкін:
1.Жазықтықта трансляциялық жылжу. Кристалл атомдарының бір қабаттары басқа қабаттары арқылы жылжиды.Сонымен қатар олар түгел атомаралық қашықтыққа тең дискретті шамаға ауысады. Сырғанау жолдарының аралықтарында деформация жүрмейді. Қатты дене пластикалық деформация кезінде өзінің кристалдық құрылымын өзгертпейді және қарапайым ұяшықтарда атомдардың орналасуы сақталады. Атомдары тығыздау шоғырланған кристаллографиялық жазықтық сырғанау жазықтығы болып табылады. Бұл деформацияның қысым арқылы өңдеудің маңызды түрі.
2.Еселену.Кристалдың бір бөлігінің басқа бір бөлігіне симметриялық жағдайдағы бұрылысы. Еселену жазықтығы симметрия жазықтығы болып табылады. Еселену көбіне кристалдардың көлемдік орталық және гексагональды торымен пластикалық деформация кезінде пайда болады, сонымен қатар деформация жылдамдығының өсуімен және температураның төмендеуімен еселенуге бейімділік төмендейді. Еселену сыртқы күштердің қозғалысы нәтижесінде ғана емес, сонымен қатар пластикалық деформацияланған денені жасыту нәтижесінде туындауы мүмкін. Бұл кубты қырлы центрленген торлы металдарға тән. Еселену арқылы деформацияның белгісіз дәрежесіне қол жеткізуге болады.

Сүр.6.5. Пластикалық деформацияның әр түрлі әдістерінің сұлбасы, а) сырғанау арқылы; б)еселену арқылы;
64 Бұйымдарды дайындау кезіндегі олардың қасиеттерінің өзгеру сипаттамасы
Бұйымдарды дайындаудан кейiн бөлшектің бет қатпарында қалыптасқан қалдық тартылыстарды механикалық, оптикалық электромеханикалық және рентген әдiстерiмен зерттейдi.
Машина жасау технологиясында электромеханикалық тәсiл кең өрiс алған. Бұл тәсiлдiң авторлары – Н.Н.Давиденков және Г.Закс деген ғалымдар. Тәсiл бойынша, қалдық тартылыстың мәнi мен бағытын зерттелетiн бөлшектердің қатпар бетiндегi қалыптасқан тартылыстарды эксперименттiк әдiстер қолданып, өңдеу кезiнде пайда болған қозғалу деформацияларын өлшеу арқылы есептеп шығарады.
Бөлшектің қатпар бетiндегi тартылып қалған қыртысты электр химия әдiсiн қолданып, талдау арқылы шығарады. Осы талдау кезiнде, тәжiрибеге түскен үлгi бөлшектер өздерiнiң өлшемдерiн өзгертiп, бейне бiр қозғалыс деформацияларына тап болады. Бұл қозғалыс – деформацияларының жүру бағыты, бәсендеу немесе үдеу күйлерi, бөлшек бетiнiң қатпарында қалыптасқан қалдық тартылыс құбылысына байланысты. Сөйтiп, қалдық тартылысының эпюрiн құру үшiн эксперимент жүзiнде деформациялық қисықтарды тауып, оны графикалық дифференциалдауға түсiру керек.
65 Триботехникалық конструкциялық материалдардан жасалған тетіктердің сапасы
Триботехникалық материалдар жоғарғы үйкелісті машинадағы қозғалмайтын қосылыс түйінің кинематикалық байланысты және мехнаизмді, соққыға төзімділікті және дірілдік жүктемені қамтамасыз етеді. Сонымен қатар оларды агресивті және жарылысқа қауіпті ортадағы машиналарды қолдану кезінде сенімді герметизацияны және конструкциялық материалдын коррозияға қарсылығын, элменеттін тығыздалуын қамтамасыз етеді. Трибопласт болат өте тиімді материал. Ол сығу күшін біршама есе азайтады. Мысалға сығушы кернеу ағымдағы материалдын шегінен контактілік аймақтағы немесе жоғарғы кергіш кернеу пайда болған кезде асып кеткен жағдайда діріл кезінде металдын шаршауын шағырады. Бұл дегеніміз тектік сапасының төмендеуіне әкеп соғады.
66. Сапаның қалыптасатын көрсеткіштерінің өзара әсерінің салдарынан бұйымдарды дайындаудың технологиялық үрдістері
Сапа -тұтынушыны қызықтыратын өнім қасиеттерінің жиынтығы. Бұл елдің экономикалық жағдайын бағалауда қолдануға қажет сипаттама.
Өнім сапасының көрсеткіштері, өнімнің қасиеттерінің жинақталған мінездемесі болып табылады. Өнім сапасының деңгейі ғылыми-зерттеу жұмыстары арқылы, өнімді шығару кезеңінде, өнімді пайдалану барысында бекітіледі. Әр салада өнімнің сапасы техникалық деңгейге байланысты. Машина және басқа да өнімнің сапасына баға беру үшін анықтау әдістері мен арнайы көрсеткіш жүйелері болуға тиісті. Өнімнің сапасының көрсеткіштеріне баға беру үшін, өнімнің сапа көрсеткіштерінің номенклатуралық тобын анықтау қажет.
67. Көп байланысты технологиялық орталардың функционалды моделдері
АЖ ортасы сыртқы интерфейсі ерекшеліктері сол ортаның компоненттері арасындағы өзара қарым-қатынас ерекшеліктерімен анықталады — бұл берілген интерфейс үшін қажетті барлық функциялар, қызметтер және форматтардың нақты сипаттамасы. Мұндай сипаттамалардың жиынтығы ашық жүйелердің эталондық моделін құрайды (Reference Open System Model).
Бұл модель IBM компаниясымен 1974 жылы ұсынылып 20 жылдан бері желілік жүйелік архитектурамен (SNA) анықталады. Ол есептеуіш ортаның өзара қарым-қатынастары сәйкес стандарттармен сипатталған жеті деңгейге бөлінуіне сүйенеді және әрқайсысының құрылымы деңгейге тәуелсіз жүзеге асырылады.
Сурет 5. - АЖ жобалау
АЖ жаппай жобалауда тиімділік, бақылау, үйлесімділік, икемділік, жүйелілік, дамытушылық, стандарттау және унификация принциптеріне сүйенеді.
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 532; Нарушение авторских прав?; Мы поможем в написании вашей работы!